Схема №69
Схема №70
Схема №71
Схема №72
Схема №73
Переработанный рамный узел для новых C/K пикапов и коммунальных грузовиков представляет собой рамный узел из мягкой стали с гидроформовкой. Имеется сменная секция обслуживания передней рамы с предварительно установленными втулками, состоящая из левого и правого концов рамного рельса, кузова, монтажных кронштейнов и передней соединительной поперечной трубы. Сменные болтовые кронштейны переднего бампера доступны и заказываются отдельно.
- Отключите систему SIR. См. Отключение и включение SIR.
- Отсоедините отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями)
- Удалите все связанные панели и компоненты.
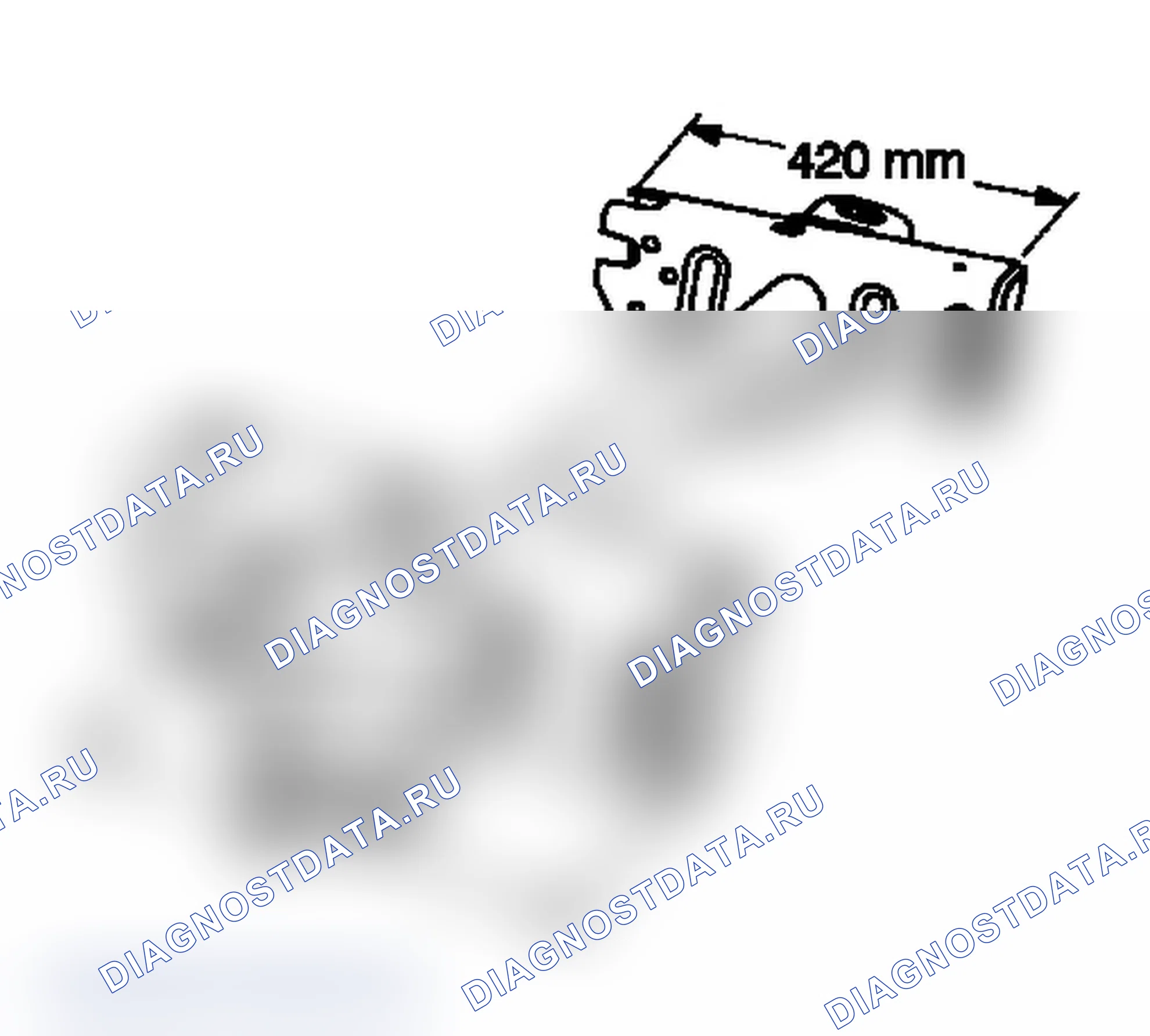
- Найдите и отметьте место секционирования, используя по крайней мере 2 измерения ниже для каждой направляющей рамы: Верх края рамного рельса назад 420 мм (16 1/2 дюйма) (со снятым кронштейном бампера) Нижняя часть задней кромки рамного рельса 387 мм (15 3/16 дюйма) (со снятым кронштейном бампера) Передний край измерительного отверстия вперед на 15 мм (9/16 дюйма) Центр проходного отверстия 33 мм (1 1/4) Задний край измерительного отверстия спереди 52 мм (2 дюйма)
- Нанесите маскирующую ленту полностью вокруг рамной направляющей рядом с местом секционирования, как показано на рисунке.
- Отрежьте каждую рамную направляющую у переднего края линии ленты с помощью возвратно-поступательной пилы или эквивалентной, как показано на рисунке.
- Удалите поврежденную секцию рамы.
Процедура установки
Порядок демонтажа
- Отрежьте сторону сменного кузова в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) из неиспользованной части сервисной детали. Обрезайте опорную пластину по мере необходимости, чтобы она подходила за соединение секционирования.
- Просверлите сварные отверстия 8 мм (5/16 дюйма) вдоль секционирующего выреза на оставшейся исходной части. Расположите эти отверстия приблизительно на расстоянии 25 мм (1 дюйм) (а) от края и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все поверхности крепления по мере необходимости.
- Нанести одобренное GM сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. Антикоррозионная обработка и ремонт.
- Установите опорную плиту (2) на полпути в секционирующее соединение, зажмите и привяжите к транспортному средству (3).
- Расположите бок кузова к автомобилю с помощью 3-х мерного измерительного оборудования. Зажим на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покрасить зону ремонта. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
- Включите систему SIR. См. Отключение и включение SIR.
| ВАЖНО: | Эта процедура показывает захват кабины экипажа; удлиненная кабина и обычная кабина аналогичны. |
|---|
- Отрежьте сторону сменного кузова в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Создайте опорную плиту 100 мм (4 дюйма) (а) из неиспользованной части сервисной части. Обрезайте опорную плиту по мере необходимости, чтобы она поместилась за секционирующим соединением, где нет усиления.
- Просверлите сварные отверстия 8 мм (5/16 дюйма) вдоль секционирующего выреза на оставшейся исходной части. Расположите эти отверстия приблизительно на расстоянии 25 мм (1 дюйм) от края и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все поверхности крепления по мере необходимости.
- Нанести одобренное GM сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. Антикоррозионная обработка и ремонт.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите бок кузова к автомобилю с помощью 3-х мерного измерительного оборудования. Зажим на месте.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покрасить зону ремонта. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
- Включите систему SIR. См. Отключение и включение SIR.
- С помощью шлифовального диска зачистите поверхность сопрягаемых фланцев обечайки двери до голой стали.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Очистите сопрягаемые поверхности.
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющей клей, на обе сопрягаемые поверхности.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Нанесите на сопрягаемые поверхности сервисной панели валик металлического клея толщиной 9-13 мм (3/8-1/2 дюйма).
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- С помощью молотка повторно подшить отбортовки вокруг обечайки двери. Продолжайте забивать поэтапно по отбортованным фланцам.
- С помощью разбавителя лака удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите наружную панель двери на предмет надлежащего выравнивания; затем при необходимости отрегулируйте выравнивание. См. Замена передней дверцы.
- С помощью инертного газа (MIG) приварите наружную панель двери к дверной раме в местах, указанных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Применить Fusor супер гибкий анти-флаттер пены-быстрый набор, Fusor P/N 121/124, или эквивалент, в 4-5 равномерно расположенных местах между внешней панелью двери и внутренней балкой безопасности.
- При необходимости нанесите на ремонтный участок герметики и антикоррозионные материалы. См. Антикоррозионная обработка и ремонт.
- Покраска ремонтируемого участка. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Включите систему SIR. См. Отключение и включение SIR.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
- С помощью шлифовального диска зачистите поверхность сопрягаемых фланцев обечайки двери до голой стали.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Очистите сопрягаемые поверхности.
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющей клей, на обе сопрягаемые поверхности.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Нанесите на сопрягаемые поверхности сервисной панели валик металлического клея толщиной 9-13 мм (3/8-1/2 дюйма).
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- С помощью молотка повторно подшить отбортовки вокруг обечайки двери. Продолжайте забивать поэтапно по отбортованным фланцам.
- Удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите наружную панель двери на предмет надлежащего выравнивания; затем при необходимости отрегулируйте выравнивание. См. Замена задней двери (кабина экипажа) или Замена задней двери (расширенная кабина).
- С помощью инертного газа (MIG) приварите наружную панель двери к дверной раме в местах, указанных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Применить Fusor супер гибкий анти-флаттер пены-быстрый набор, Fusor P/N 121/124, или эквивалент, в 4-5 равномерно расположенных местах между внешней панелью двери и внутренней балкой безопасности.
- При необходимости нанесите на ремонтный участок герметики и антикоррозионные материалы. См. Антикоррозионная обработка и ремонт.
- Покраска ремонтируемого участка. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Включите систему SIR. См. Отключение и включение SIR.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
- С помощью шлифовального диска зачистите поверхность сопрягаемых фланцев обечайки двери до голой стали.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Очистите сопрягаемые поверхности.
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющей клей, на обе сопрягаемые поверхности.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Нанесите на сопрягаемые поверхности сервисной панели валик металлического клея толщиной 9-13 мм (3/8-1/2 дюйма).
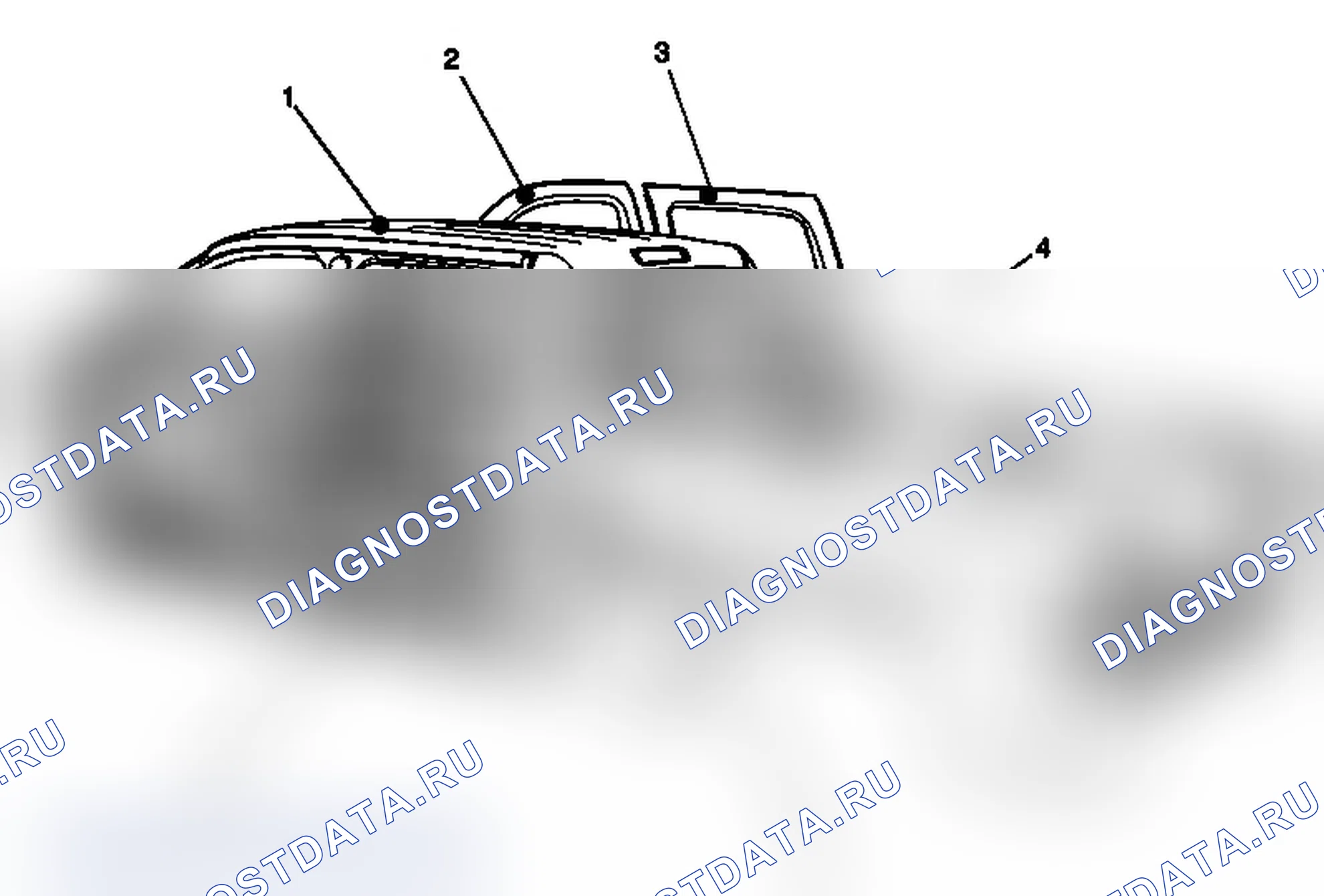
- Нанесите 3-6 мм (1/8-1/4 дюйма) металлический клеящий клей вдоль передней части дверной коробки (1).
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- С помощью молотка повторно подшить отбортовки вокруг обечайки двери. Продолжайте забивать поэтапно по отбортованным фланцам.
- Удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите наружную панель двери на предмет надлежащего выравнивания; затем при необходимости отрегулируйте выравнивание. См. Замена задней двери (кабина экипажа) или Замена задней двери (расширенная кабина).
- С помощью инертного газа (MIG) приварите наружную панель двери к дверной раме в местах, указанных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите сверхгибкий комплект Fusor для защиты от флаттера, Fusor P/N 121/124 или эквивалентный, равномерно между наружной панелью двери и усилением верхнего пояса.
- При необходимости нанесите на ремонтный участок герметики и антикоррозионные материалы. См. Антикоррозионная обработка и ремонт.
- Покраска ремонтируемого участка. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Включите систему SIR. См. Отключение и включение SIR.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
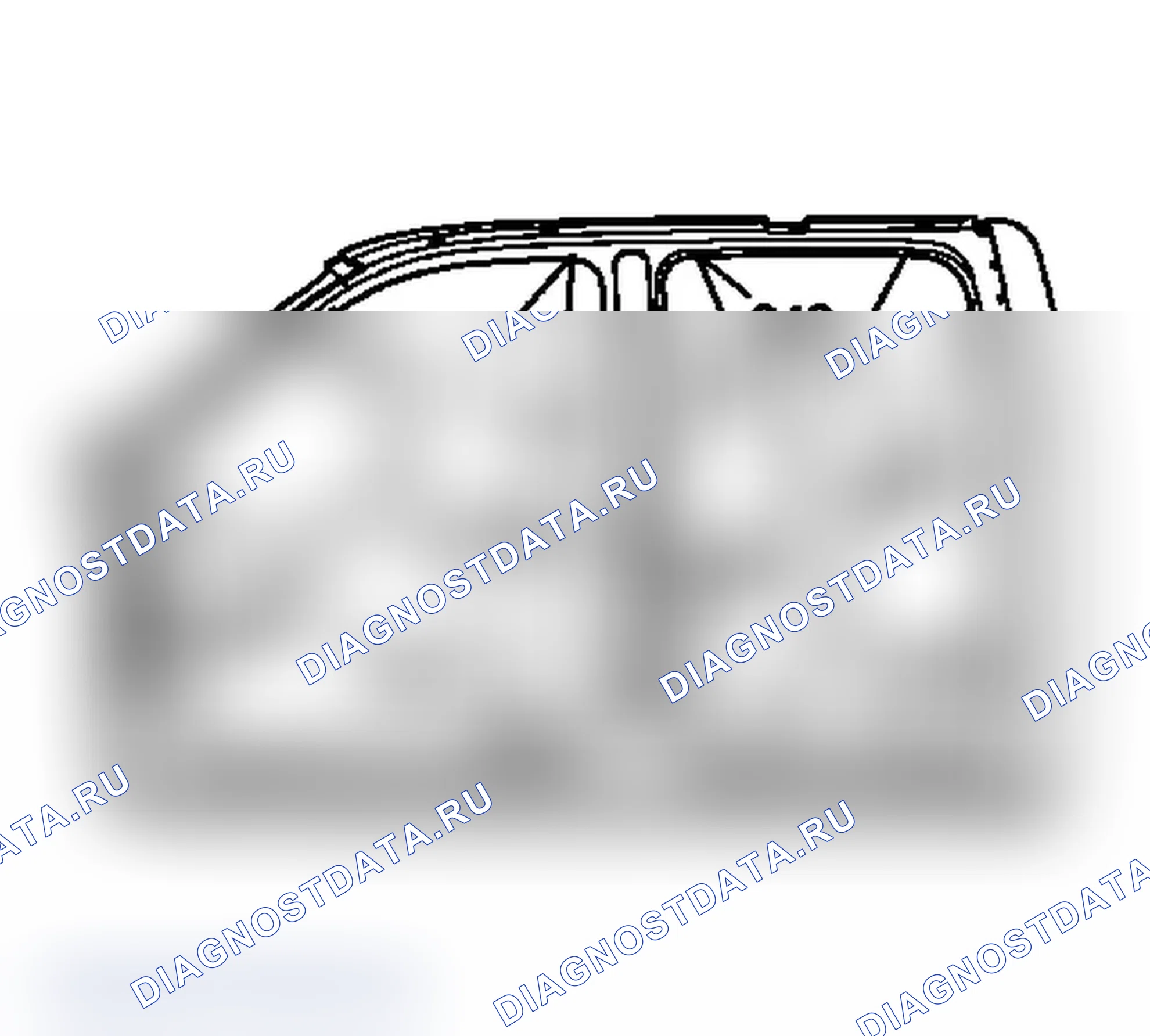
- На стороне сервисного кузова измерьте 40 мм (1 9/16 дюйма) вниз от большого отверстия для жгута проводов в шарнирной стойке. Отметьте горизонтальную линию. Отрежьте по этой линии шарнирную стойку (1).
- При необходимости выполните дополнительные процедуры секционирования для удаления неиспользуемых областей сервисного компонента.
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) вдоль разреза на оставшейся исходной детали (2). Расположите эти отверстия на расстоянии приблизительно 25 мм (1 дюйм) (а) от края и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все поверхности крепления, по мере необходимости.
- Нанести одобренное GM сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. Антикоррозионная обработка и ремонт.
- Установите шарнирную стойку на транспортное средство с помощью трехмерного измерительного оборудования. Зажим на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта (1). См. Антикоррозионная обработка и ремонт.
- Покрасить зону ремонта. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
- Включите систему SIR. См. Отключение и включение SIR.
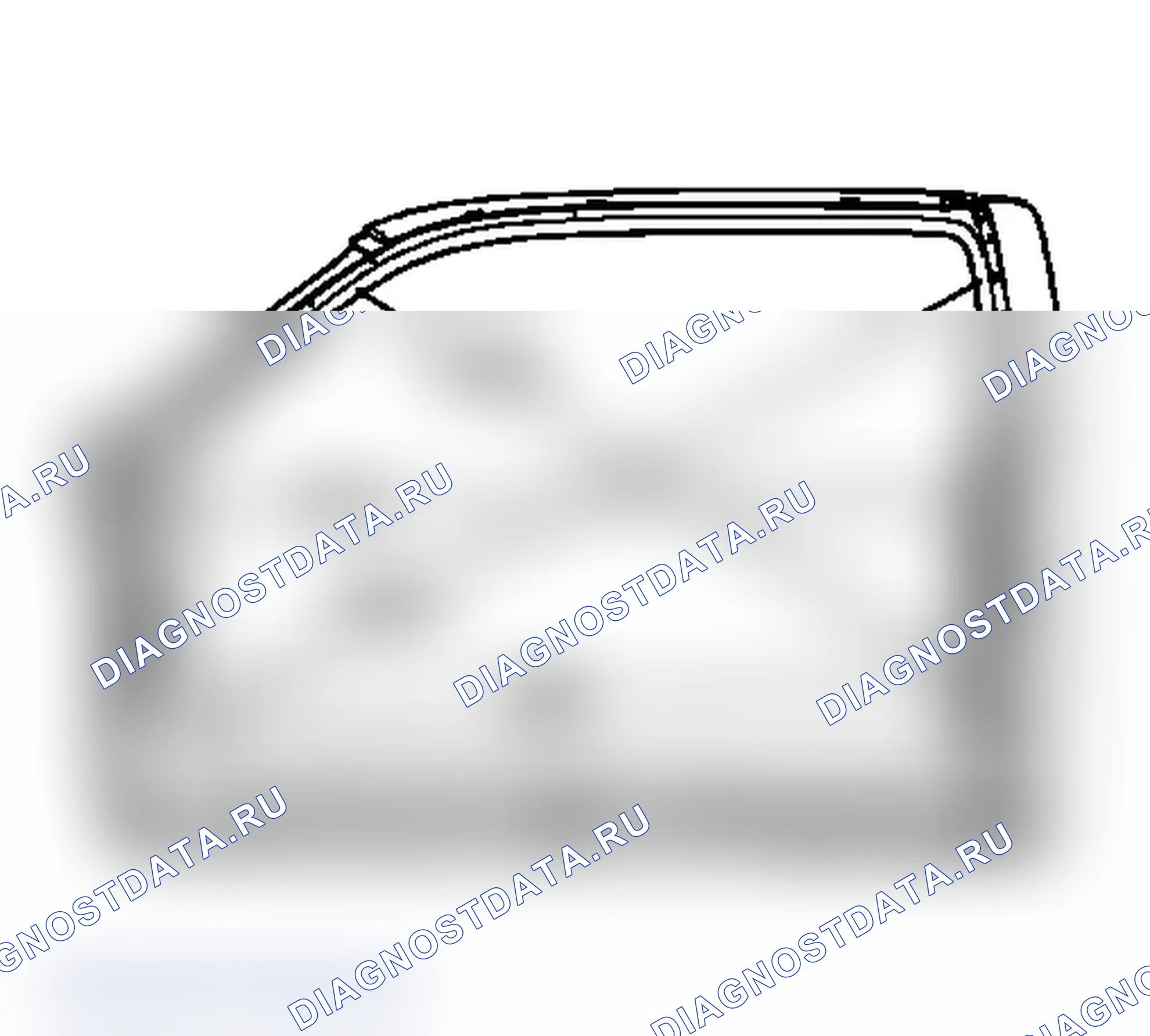
- Отрежьте сторону сменного кузова в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) (1) из неиспользованной части сервисной части. Обрезайте опорную пластину по мере необходимости, чтобы она подходила за соединение секционирования, где нет усиления.
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) вдоль разреза на оставшейся исходной детали (2). Расположите эти отверстия на расстоянии приблизительно 13 мм (1/2 дюйма) от края (1) и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все поверхности крепления, по мере необходимости.
- Нанести одобренное GM сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. Антикоррозионная обработка и ремонт.
- Установите опорную плиту (3) на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите центральную стойку к автомобилю с помощью 3-х мерного измерительного оборудования. Зажим на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покрасить зону ремонта. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
- Включите систему SIR. См. Отключение и включение SIR.
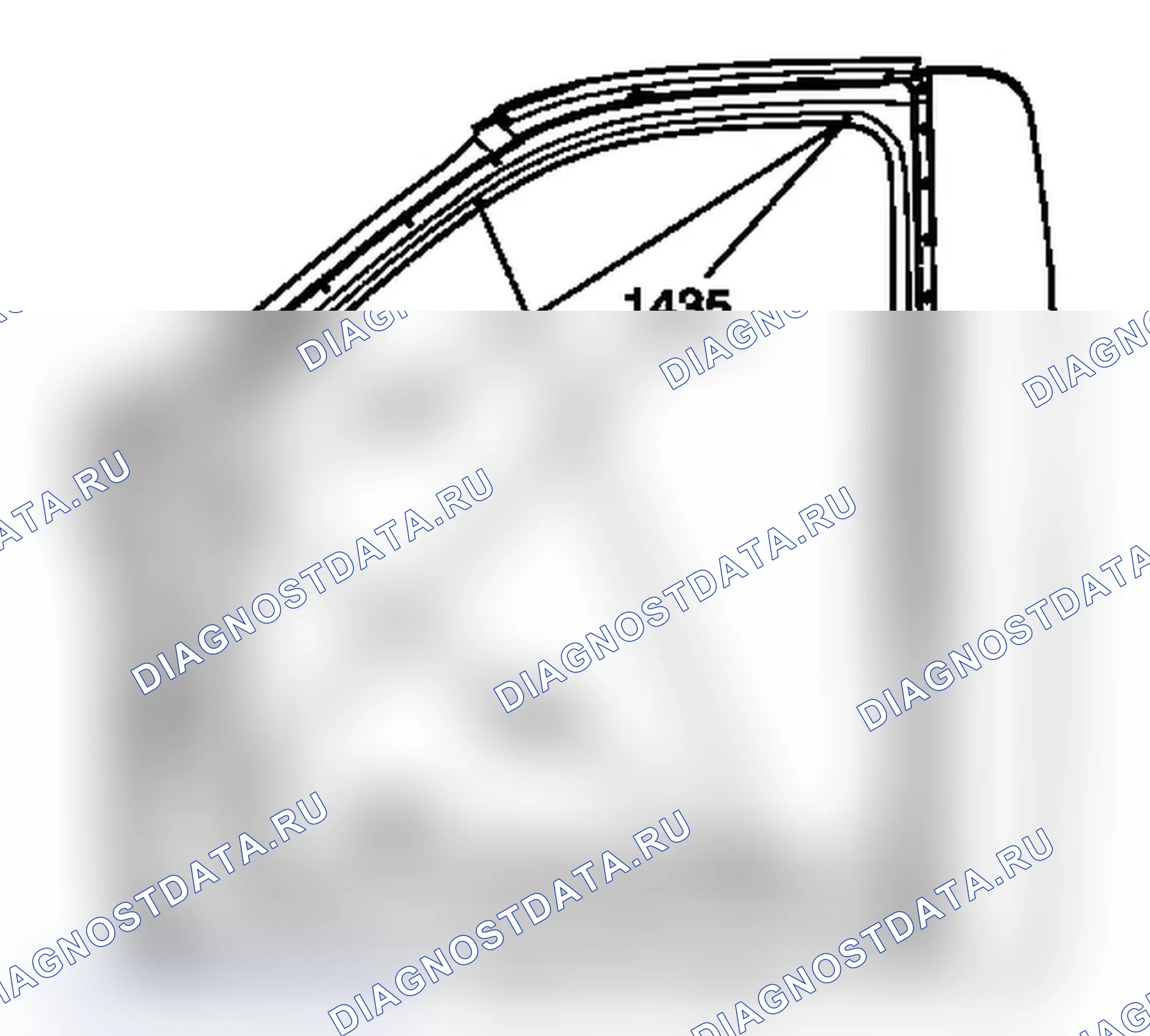
- Отрежьте сторону сменного кузова в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) (1) из неиспользованной части сервисной части. Обрезайте опорную пластину по мере необходимости, чтобы она подходила за соединение секционирования, где нет усиления.
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) вдоль разреза на оставшейся исходной детали (2). Расположите эти отверстия на расстоянии приблизительно 13 мм (1/2 дюйма) от края (1) и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все поверхности крепления, по мере необходимости.
- Нанести одобренное GM сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. Антикоррозионная обработка и ремонт.
- Установите опорную плиту (3) на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите заднюю стойку к автомобилю с помощью 3-х мерного измерительного оборудования. Зажим на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покрасить зону ремонта. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с одной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с вспомогательной аккумуляторной батареей) или Отрицательное отсоединение и подключение кабеля аккумуляторной батареи (с двумя аккумуляторными батареями).
- Включите систему SIR. См. Отключение и включение SIR.
- Снимите коробку захвата в сборе. См. Замена приемного ящика.
- Восстановите как можно больше повреждений.
- Обратите внимание на расположение и удалите герметики и антикоррозийные материалы из зоны ремонта по мере необходимости. См. Антикоррозионная обработка и ремонт.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на расположение сварных швов для установки сервисной части.
- Снимите переднюю панель.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных в исходной части. Подготовьте все сопрягаемые поверхности.
- Нанести одобренное GM сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. Антикоррозионная обработка и ремонт.
- Совместите сервисный компонент с приемным блоком.
- Установите сварной шов на место.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покраска и ремонт участка. См. Системы базового покрытия/прозрачного покрытия.
- Установите коробку захвата в сборе. См. Замена приемного ящика.
Описание кузовного ремонта после дтп
Данная процедура иллюстрирует окно 6.6L. 5.8, 8.0 и дважды пикап-боксы похожи. Эта процедура может использоваться для всех размеров приемных коробок.
- Снимите коробку в сборе. См. Замена приемного ящика.
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений, согласно заводским спецификациям.
- Обратите внимание на расположение и удалите герметики и антикоррозийные материалы из зоны ремонта, по мере необходимости. См. Антикоррозионная обработка и ремонт.
- Найдите и просверлите точечные сварные швы на внутренней стороне панели.
- Найдите и просверлите точечные сварные швы вдоль передней панели станины.
- С помощью тепловой пушки или стамески отделите арматуру кармана для колен от поперечного подоконника (1).
- Снимите боковую панель.
- Просверлите отверстия под приварку заглушки 8 мм (5/16 дюйма) в сервисной части, как указано.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести одобренное GM сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. Антикоррозионная обработка и ремонт.
- Зачистите поверхность поперечного порога приемного ящика и ответные фланцы усиления кармана передней стойки до оголенной стали.
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющей клей, на обе сопрягаемые поверхности.
- С помощью небольшой кислотной щетки нанесите слой клея на обе сопрягаемые поверхности. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Нанесите три бусины 9-13 мм (3/8-1/2 дюйма) клея для склеивания металлической панели, как показано на рисунке.
- Расположите сервисную боковую панель к кровати в сборе.
- Сварка пробкой по мере необходимости
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покраска и ремонт участка. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Установите коробку в сборе. См. Замена приемного ящика.
| ВАЖНО: | Эта процедура клеевого соединения представляет собой одно из применений установки производителя. Процедуры других производителей могут отличаться, включая сварку МИГ на некоторых участках ремонта. Всегда следуйте инструкциям производителя системы по применению, обращению и уходу. |
|---|
- Снимите коробку в сборе. См. Замена приемного ящика.
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше или повреждения, согласно заводским спецификациям.
- Обратите внимание на расположение и удалите герметики и антикоррозийные материалы из зоны ремонта, по мере необходимости. См. Антикоррозионная обработка и ремонт.
- Найдите и просверлите точечные сварные швы, соединяющие переднюю панель, рулевую рубку и область кармана задней лампы.
- Найдите и просверлите точечные сварные швы на верхней направляющей и в области заднего порога.
- Структурный клей присутствует между верхней внутренней панелью (1) и наружной панелью. При необходимости с помощью долота отделите наружную панель от внутренней.
- Снимите боковую панель.
- Зачистить поверхность ответных фланцев узла станины до оголенной стали. Не повреждайте углы и не разжижайте металл в процессе шлифования.
- Зачистите ответные фланцы сервисной боковой панели для удаления Е-покрытия. Не повреждайте углы и не разжижайте металл во время операции шлифования.
- Очистите сопрягаемые поверхности.
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющей клей, на обе сопрягаемые поверхности.
- С помощью небольшой кислотной кисти нанесите слой клея на обе сопрягаемые поверхности. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Нанесите валик металлической панели диаметром 9-13 мм (3/8-1/2 дюйма), соединяющий клей, на сопрягаемую поверхность сервисной боковой панели.
- Расположите сервисную боковую панель к кровати в сборе.
- Зафиксируйте сервисную боковую панель в нужном положении.
- Используя разбавитель лака, удалите излишки клея с участка боковой панели кровати.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покрасить зону ремонта. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Установите коробку в сборе. См. Замена приемного ящика.
- Снимите коробку в сборе. См. Замена приемного ящика.
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений, согласно заводским спецификациям.
- Обратите внимание на расположение и удалите герметики и антикоррозийные материалы из зоны ремонта, по мере необходимости. См. Антикоррозионная обработка и ремонт.
- Обратите внимание на количество и расположение всех точечных сварных швов, которые необходимо высверлить для установки сервисной детали.
- Найдите и просверлите точечные сварные швы, соединяющие рулевую рубку передней панели и область кармана задней лампы.
- Найдите и просверлите точечные сварные швы, соединяющие переднюю панель, рулевую рубку и область кармана заднего фонаря.
- Найдите и просверлите точечные сварные швы вдоль верхней направляющей и области заднего порога.
- Структурный клей присутствует между верхней внутренней панелью (1) и наружной панелью. При необходимости с помощью долота отделите наружную панель от внутренней.
- Снимите боковую панель.
- Просверлите отверстия под сварной шов 8 мм (5/16 дюйма) в сервисной части, как указано.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести сквозное сварное покрытие на все сопрягаемые поверхности.
- Нанесите на сопрягаемую поверхность внутренней панели коробки валик из металлической панели диаметром 9-13 мм (3/8-1/2 дюйма), соединяющий клей.
- Установите сервисную часть на основание в сборе.
- Сварка пробкой по мере необходимости
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. Антикоррозионная обработка и ремонт.
- Покраска и ремонт участка. См. Системы базового покрытия/прозрачного покрытия.
- Установите все соответствующие панели и компоненты.
- Установите коробку в сборе. См. Замена приемного ящика.
Как заменить панели, сваренной точечной сваркой
| ВАЖНО: | Используйте эту процедуру для всех панелей, которые заменяются на заводских швах, если только не существует специальной процедуры в разделе Ремонт при столкновении сервисной информации этого автомобиля. |
|---|
MIG сварная полная замена панелей
| ВАЖНО: | Используйте эту процедуру для всех панелей, которые заменяются на заводских швах, если только не существует специальной процедуры в разделе Ремонт при столкновении сервисной информации этого автомобиля. |
|---|
Металлизация металлических панелей
Это предназначено для предоставления общих руководящих принципов для клеевого соединения наружных панелей в качестве альтернативы сварке металл-инертный газ (MIG). Склеивание панелей может рассматриваться как альтернатива сварке МИГ для обеспечения полной замены панелей в отношении процедур ремонта столкновений. Преимущества соединения панелей:
- Отсутствие повреждений при нагреве или ожогах, когда не требуется дополнительная сварка
- Защита от коррозии
- Может действовать как герметик
- Усовершенствованный процесс для сложных форм (площадь рулевой рубки)
Технические условия General Motors на клеи для склеивания металлов - GM 6449G. Область применения настоящих технических условий предназначена для предоставления руководящих принципов эксплуатации конструкционных клеевых систем, используемых для ремонта (металлических) автомобильных кузовов на рынке послепродажного обслуживания. Эти типы клеев предназначены для использования при склеивании сменных кузовных панелей в качестве опции к сварке в качестве средства крепления. Информация GM описывает использование акриловых клеев для отверждения при комнатной температуре, которые содержат технологию стеклянных шариков.
Процедуры склеивания в целом применимы только к заводскому подходу типа швов.
Секционирование или частичное панелирование полных панелей не поддерживается General Motors, если это специально не указано в сервисном бюллетене или руководстве.
Применимыми компонентами для этой технологии являются ТОЛЬКО НАРУЖНЫЕ ПАНЕЛИ, включая обшивки дверей, хвостовые панели, наружные панели крыши и четвертные панели.
| ВАЖНО: | Не используйте клеи для ремонта нижней части кузова или конструкции верхней части кузова, таких как структурные рельсы, амортизационные стойки/стойки, поддоны пола, рельсы верхнего крыла, боковые стойки кузова, боковые или задние дверные кольца, качающиеся панели, если это специально не указано в бюллетене или руководстве по техническому обслуживанию GM. В случае сомнений используйте только процедуры, указанные в Руководстве по обслуживанию для конкретного ремонтируемого автомобиля. Всегда следуйте инструкциям производителя системы по применению, обращению и уходу. |
|---|
Клеи, отвечающие в настоящее время эксплуатационным требованиям, включают материалы и продукты General Motors, производимые Lord Adhesives. В настоящее время ТОЛЬКО клеевые продукты, перечисленные ниже, соответствуют этому руководству:
| Производитель и номер детали | Описание |
|---|
| GM P/N 12378566 (США) | Клей для склеивания панели Fast Set |
| GM P/N 88901674 (Канада) |
| Лорд Фузор P/N 110B/111B |
| GM P/N 12378567 (США) | Клей для склеивания панелей среднего набора |
| GM P/N 88901675 (Канада) |
| Лорд Фузор P/N 108B/109B |
| 3M NO ДЕТАЛИ 8116 | Клей для склеивания панелей |
| Ashland Plio Grip Panel 60 | Клей для склеивания панелей |