Порядок демонтажа
| Важно | Переработанная рама пикапа модели 1500 C/K и C/K Utility, включает технологию гидроформовки. В передней части рамы имеется сменный, гидроформованный, энергопоглощающий раздавливающий колпачок. |
|---|
- Удалите все связанные панели и компоненты.
- Визуально осмотрите повреждения. Используйте 3-мерное измерение, чтобы восстановить все повреждения за дробильной крышкой (1) до заводских спецификаций.
- Снимите монтажный кронштейн опоры магнитопровода (2).
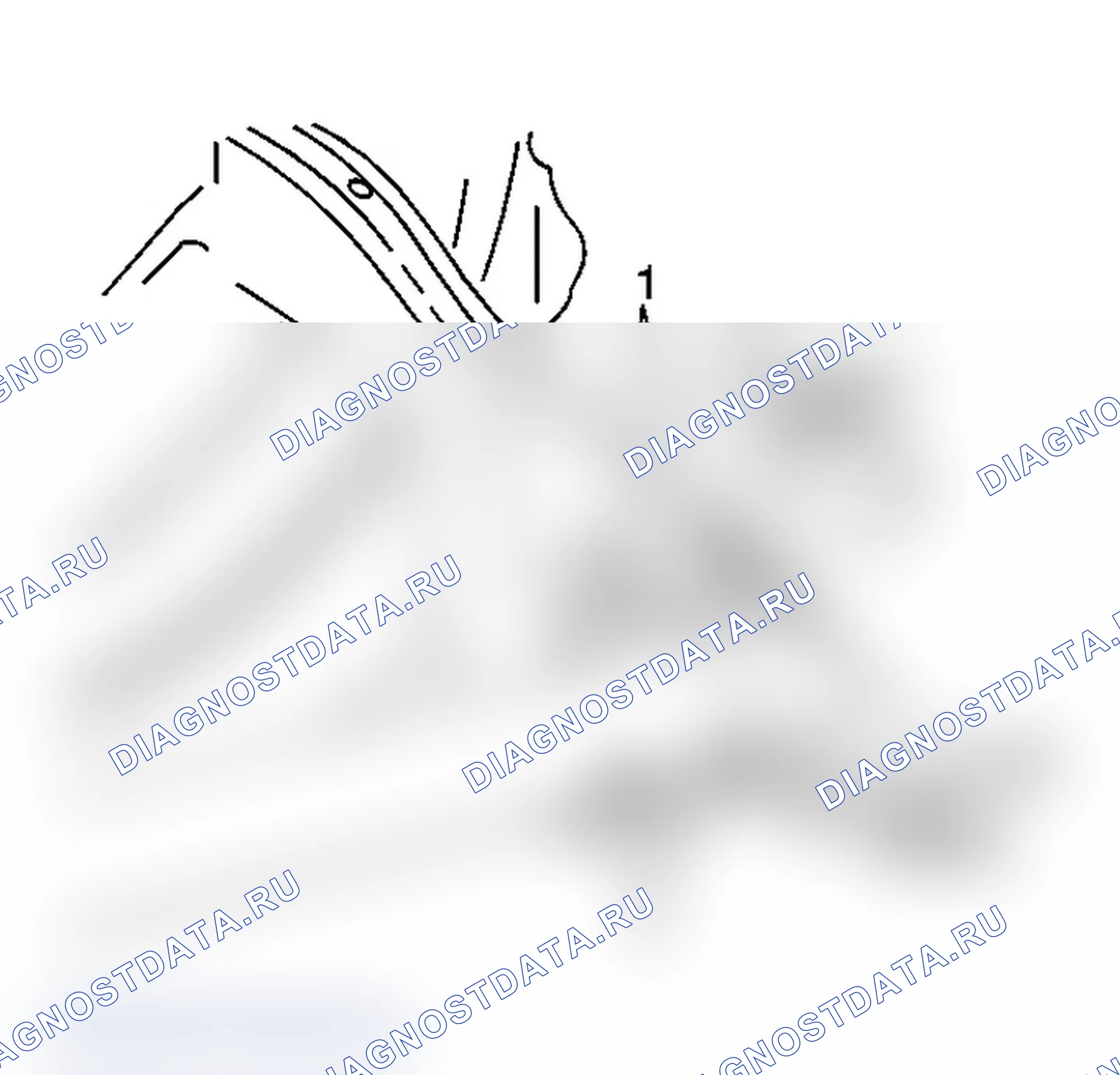
- Найдите отверстие для крепления тормозной магистрали (1) в верхней части рейки. Измерьте вперед 155 мм (6 1/8 дюйма). Это линия разреза (2).
- Разметьте линию на 360 градусов вокруг рамной направляющей.
- Снимите защитный колпачок по линии разреза и переднему краю поперечной трубки.
- Зачистите оставшийся сварной шов от поперечной трубы (1), с которой был удален поврежденный защитный колпачок.
Схема №85
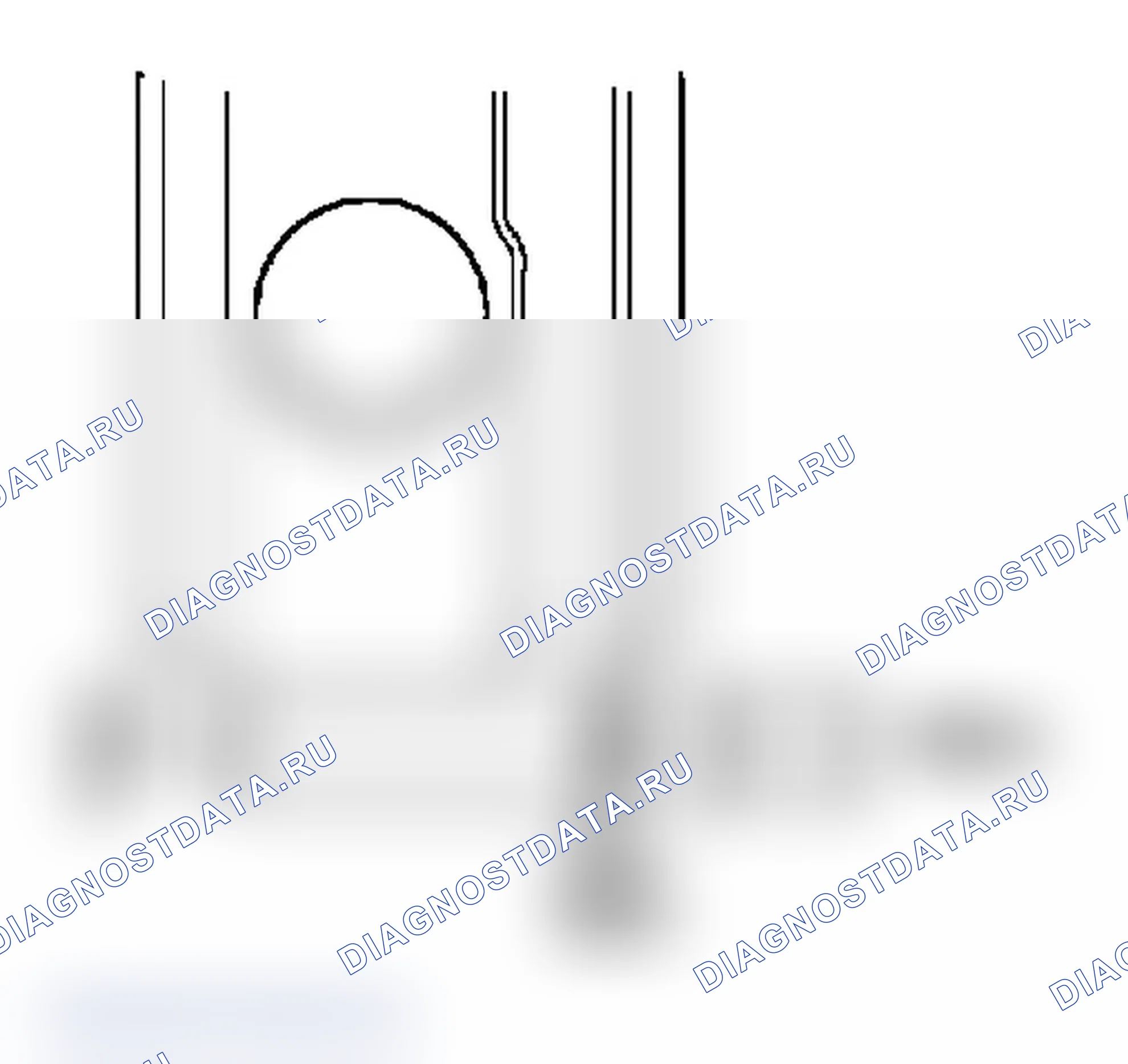
- Просверлить 4 пробковых сварных отверстия; 2 вверху и 2 внизу, на расстоянии 13 мм (1/2 дюйма) от линии разреза и на расстоянии 50 мм (2 дюйма) друг от друга на существующем рамном рельсе 1.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите и расположите сменную крышку с помощью 3-мерного измерения.
- Прихватить деталь на место у начальных сварных отверстий пробки.
- Проверьте правильность размеров сервисной детали.
- Прошить сварной шов по всему стыку секционирования. Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Завершите шовный шов.
- Зачистить и подготовить свариваемые поверхности.
- Нанести утвержденную антикоррозионную грунтовку.
- Установите новый монтажный кронштейн опоры магнитопровода. Приварить кронштейн на месте согласно указанным размерам.
- Нанесите герметики.
- При необходимости выполните повторную зачистку сварных поверхностей.
- Замените соответствующие панели и компоненты.
| Важно | Выполните все действия на обеих направляющих для полной замены модуля. |
|---|
- Удалите все связанные панели и компоненты.
- Визуально проверьте все повреждения перед задним модулем. Используйте 3-мерное измерение для того, чтобы восстановить повреждение до заводских спецификаций.
- Разделите центральный и задний модули на заводском шве (1) с помощью дробилки или соответствующего инструмента.
- Опустите нижний край кронштейна поперечной трубки вниз (2), чтобы задний модуль отделился от центрального модуля.
- Снимите поврежденный задний модуль.
Процедура установки
| Важно | Контролируйте указанные размеры, часто выполняя 3-мерные измерения на протяжении всех процедур. |
|---|
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите и расположите сменный модуль с помощью трехмерного измерения.
- Восстановите фланец кронштейна (2) для посадки заподлицо с новой сервисной частью.
- Прихватить и приварить задний модуль. Проверьте правильность размеров сервисной детали.
- Выполнить стежковый сварной шов всего секционирующего соединения.
- Зачистить и подготовить свариваемые поверхности.
- Нанести утвержденную антикоррозионную грунтовку.
- Нанесите герметики.
- При необходимости выполните повторную зачистку сварных поверхностей.
- Установите все соответствующие панели и компоненты.
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики и материалы для повторной отделки. Звукопоглощающие материалы. Антикоррозионные материалы.
- При необходимости выполните дополнительные процедуры секционирования. См. следующие процедуры: Секционирование стойки петли - передняя часть Секционирование стойки - центральная часть Секционирование стойки - задняя часть Секционирование рамы внешней двери - передняя стойка
- Обрежьте качающуюся панель в местах, где необходимо выполнить секционирование.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию панели коромысла.
- Отрежьте заменяемую качающуюся панель в соответствующих местах для подгонки к оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла (1) в секционирующем соединении.
- Создайте опорную пластину 100 мм (4 дюйма) (2) из неиспользуемой части сервисной детали. При необходимости отрежьте опорную пластину, чтобы она поместилась за секционирующим соединением.
- При необходимости выполните дополнительные процедуры секционирования.
- Просверлите сварные отверстия 8 мм (5/16 дюйма) вдоль секционирующего выреза на оставшейся исходной части. Расположите эти отверстия приблизительно на расстоянии 25 мм (1 дюйм) от края и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной панели в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Выровняйте панель коромысла по соседним панелям с помощью трехмерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующее: Одобренную антикоррозионную грунтовку. Звукопоглощающие материалы. Герметики и материалы для повторной отделки.
- Установите все соответствующие панели и компоненты.
Схема №86
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- Отмерьте 80 мм (3 1/8 дюйма) вниз от большого отверстия для жгута проводов в шарнирной стойке (1) и отметьте горизонтальную линию.
- При необходимости выполните дополнительные процедуры секционирования. Обратитесь к следующим процедурам: Секционирование панели порога Секционирование стойки - по центру Секционирование стойки - сзади Секционирование рамы внешней двери - стойка ветрового стекла
- Вырежьте столб в местах, где необходимо выполнить секционирование.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденный участок проема дверной рамы.
- Отрежьте и снимите 30 мм (1 3/16 дюйма) с фланцев по обе стороны от остальной секции исходной шарнирной стойки, чтобы создать лепестки 30 мм (1 3/16 дюйма). Вырежьте в нижних углах зазоры шириной 5 мм (3/16 дюйма).
- Отогните язычки (1) внутрь, чтобы секция обслуживания открывания дверной рамы могла прилегать к исходной стойке петли. Сварить лепестки вместе по краям.
- На сервисной части (1) измерьте расстояние 50 мм (2 дюйма) вниз от отверстия большого жгута проводов в стойке шарнира и отметьте горизонтальную линию. Разрежьте шарнирный столб по этой линии.
- При необходимости выполните дополнительные процедуры секционирования для удаления неиспользуемых областей сервисного компонента.
- Просверлите сварные отверстия 8 мм (5/16 дюйма) вдоль секции шарнирной колонны, вырезанной на сервисной части. Расположите эти отверстия на расстоянии приблизительно 15 мм (9/16 дюйма) от края и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- Просверлите сварные отверстия (1) с заглушками диаметром 8 мм (5/16 дюйма) в сервисной части (2) в местах, указанных на исходной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Совместите секцию обслуживания со ступенчатым язычком на исходной шарнирной стойке, допуская нахлест 30 мм (1 3/16 дюйма). Проверить посадку с помощью 3-х мерного измерения.
- Заглушить сервисную деталь в положении (1).
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними (2). Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующее: Одобренную антикоррозионную грунтовку. Звукопоглощающие материалы. Герметики и материалы для повторной отделки.
- Установите все соответствующие панели и компоненты.
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- При необходимости выполните дополнительные процедуры секционирования. См. следующие процедуры: Секционирование панели порога Секционирование стойки петли - передняя часть Секционирование стойки - задняя часть Секционирование рамы внешней двери - стойка ветрового стекла
- Вырежьте столб в местах, где необходимо выполнить секционирование.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию столба.
- Вырежьте заменяющий столб в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) (1) из неиспользованной части сервисной части. Обрезайте опорную пластину по мере необходимости, чтобы она поместилась за секционирующим соединением.
- При необходимости выполните дополнительные процедуры секционирования.
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) вдоль разреза на оставшейся исходной детали (2). Расположите эти отверстия на расстоянии приблизительно 13 мм (1/2 дюйма) от края (1) и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной панели в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту (3) на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Выровняйте центральную стойку с помощью 3-мерного измерительного оборудования. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении (1).
- Заварите соответствующим образом (2).
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующее: Одобренную антикоррозионную грунтовку. Звукопоглощающие материалы. Герметики и материалы для повторной отделки.
- Установите все соответствующие панели и компоненты.
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- При необходимости выполните дополнительные процедуры секционирования. Обратитесь к следующим процедурам: Секционирование панели порога Секционирование стойки петли - спереди Секционирование стойки - по центру Секционирование рамы внешней двери - стойка ветрового стекла
- Вырежьте столб в местах, где необходимо выполнить секционирование.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию столба.
- Вырежьте заменяющий столб в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) (1) из неиспользуемой части сервисной детали. При необходимости отрежьте опорную пластину, чтобы она поместилась за секционирующим соединением.
- При необходимости выполните дополнительные процедуры секционирования.
- Просверлите сварные отверстия 8 мм (5/16 дюйма) вдоль секционирующего выреза на оставшейся исходной части. Расположите эти отверстия приблизительно на расстоянии 13 мм (1/2 дюйма) от кромки (1) и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной панели в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту (3) на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Выровнять заднюю стойку замка с помощью 3-х мерного измерительного оборудования. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении (1).
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующее: Одобренную антикоррозионную грунтовку. Звукопоглощающие материалы. Герметики и материалы для повторной отделки.
- Установите все соответствующие панели и компоненты.
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- При необходимости выполните дополнительные процедуры секционирования. Обратитесь к следующим процедурам: Секционирование панели качалки Секционирование стойки - по центру Секционирование стойки - сзади Секционирование шарнирной стойки - спереди
- Вырежьте столб в местах, где необходимо выполнить секционирование.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию столба.
- Вырежьте заменяющий столб в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении (2).
- Создайте опорную пластину толщиной 50 мм (2 дюйма) из неиспользуемой части сервисной детали. Отрежьте опорную пластину так, чтобы она поместилась за секционирующим соединением (1).
- При необходимости выполните дополнительные процедуры секционирования.
- Просверлите сварные отверстия 8 мм (5/16 дюйма) вдоль секционирующего выреза на оставшейся исходной части. Расположите эти отверстия приблизительно на расстоянии 13 мм (1/2 дюйма) от кромки (1) и на расстоянии 40 мм (1 1/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной панели в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту (2) на полпути в секционирующее соединение, зажмите и привяжите к транспортному средству (3).
- Выровняйте переднюю стойку с помощью трехмерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующее: Одобренную антикоррозионную грунтовку. Звукопоглощающие материалы. Герметики и материалы для повторной отделки.
- Установите все соответствующие панели и компоненты.