Порядок демонтажа
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите ударную планку.
Процедура установки
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Расположите ударную штангу на транспортном средстве с помощью 3-мерного измерительного оборудования. Зажмите стяжную штангу на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все заводские сварные швы с наружной поверхности направляющей.
- Снимите кронштейн ударной штанги переднего бампера.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите кронштейн ударной штанги на рейке и зажмите на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки стяжки.
- Удалите поврежденную стяжку.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Расположите стяжку к автомобилю с помощью 3-х мерного измерительного оборудования. Зажмите стяжную планку на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить зону ремонта согласно " Системам лакокрасочных покрытий Basecoat / Clearcoat ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
Как заменить переднюю панели рулевой рубки (многослойная стальная приборная панель)
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
| Предупреждение | См. раздел " Предупреждение о звукоизоляторах пены ". |
|---|
Схема №46
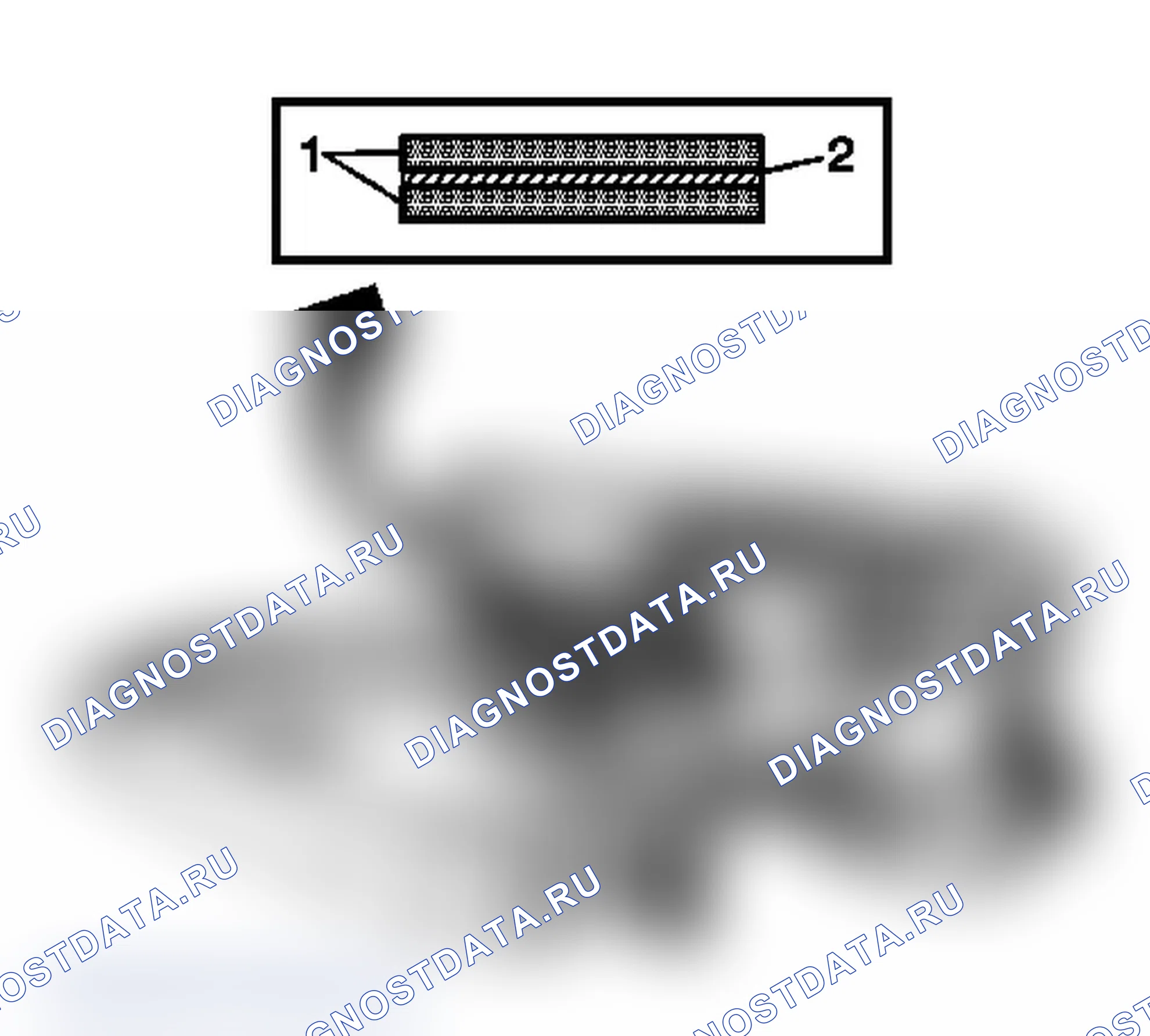
ПримечаниеМодель 2005 года и предыдущие автомобили не изготавливаются с ламинированной сталью перед черточками. Поэтому передняя рулевая рубка в сборе может быть сварена металлическим инертным газом (MIG) вместо заклепки и процесса склеивания, как указано в этих инструкциях. Передняя часть приборной панели сформирована из ламинированной стали. Эта сталь сконструирована путем скрепления 2 кусков холоднокатаной стали (1) с вязкоупругим слоем клея (2). Сварка слоистой стали MIG не соответствует корпоративным стандартам GM по структурной целостности. В качестве альтернативы все заводские сварные швы будут заменены с использованием метода заклепок и клеевого соединения, описанного в установочной части этой процедуры. Метод клепки и клеевого соединения должен использоваться только на участках, как описано в этой процедуре. Несоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Снимите верхнюю поперечину. См. раздел " Замена верхней поперечины переднего конца ".
- Снимите верхнюю направляющую крыла.
- С помощью съемника точечной сварки 8 мм (5 / 16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем рулевую рубку с приборной панелью.
- Снимите рулевую рубку.
- Установите служебную рулевую рубку на транспортном средстве с помощью трехмерного измерительного оборудования.
- Зафиксировать рулевую рубку на месте.
- Используя долото 7 мм (17 / 64 дюйма), просверлите отверстия для крепления заклепок в служебной рулевой рубке и приборной панели в точном месте, указанном в заводской рулевой рубке.
- Снять служебную рулевую рубку.
- При необходимости просверлите отверстия для сварного шва с пробкой диаметром 8 мм (5 / 16 дюйма) в рулевой рубке в остальных местах, указанных в оригинальной рулевой рубке.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Подготовьте места соединения путем зачистки фланцев корпуса и сервисной части до оголенной стали. НЕ повреждайте углы и не разжижайте металл в процессе шлифования.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378567 (Canadian P/N 88901675) или эквивалентный.
- С помощью небольшой кислотной кисти нанесите слой клея на обе сопрягаемые поверхности. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Нанести на сопрягаемую поверхность рулевой рубки валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), скрепляющий клей GM P/N 12378567 (канадский P/N 88901675) или эквивалентный ему.
- Установите служебную рулевую рубку на транспортном средстве с помощью трехмерного измерительного оборудования.
- Зафиксировать рулевую рубку на месте.
- Установите заклепки длиной 9 мм (11/32 дюйма) так, чтобы головка заклепки соприкасалась со стороной пассажирского салона приборной панели.
- Удалите излишки клея с площади рулевой рубки.
- Заглушите соответствующим образом остальные отверстия.
- Очистить и подготовить все свариваемые поверхности.
- Установите верхнюю поперечину. См. раздел " Замена верхней поперечины переднего конца ".
- Установите верхнюю направляющую крыла.
- Нанесите герметики и антикоррозионные материалы на отремонтированный участок по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите полную направляющую.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите полную часть рельсового транспортного средства с помощью трехмерного измерительного оборудования. Зажмите рельс на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите удлинитель передней рулевой рубки.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установить удлинитель передней рулевой рубки на транспортном средстве с помощью трехмерного измерительного оборудования. Зажмите удлинитель на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- Удалите герметики и антикоррозийные материалы из зоны ремонта согласно " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки переднего верхнего рельса.
- Удалите поврежденную переднюю верхнюю рейку.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Расположите переднюю верхнюю направляющую на транспортном средстве с помощью 3-мерного измерительного оборудования. Зажмите рельс на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить зону ремонта согласно " Системам лакокрасочных покрытий Basecoat / Clearcoat ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | См. Одобренное оборудование для предупреждения о столкновении |
|---|
| Предупреждение | См. раздел Предупреждение о звукоизоляторах пены |
|---|
Схема №47
ПримечаниеМодель 2005 года и предыдущие автомобили не изготавливаются с ламинированной сталью перед черточками. Поэтому передняя нижняя направляющая может быть приварена MIG вместо заклепки и процесса соединения, как указано в этих инструкциях. Несоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Обратите внимание на количество и расположение заводских сварных швов для установки полной детали рельсового сервиса.
- С помощью съемника точечной сварки 8 мм (5/16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем нижнюю направляющую с приборной панелью.
- Из пассажирского салона найдите и просверлите оставшийся заводской сварной шов.
- Снимите полную направляющую.
- Просверлите отверстия под сварной шов 8 мм (5/16 дюйма) в рабочей передней нижней направляющей в месте, указанном на исходной направляющей.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите служебный рельс на транспортное средство с помощью трехмерного измерительного оборудования.
- Зажмите рельс на месте.
- Используя долото диаметром 7 мм (17/64 дюйма), просверлите отверстия для крепления заклепок через техническую направляющую и приборную панель в точных местах, указанных на заводской направляющей.
- Снимите рейку обслуживания.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Подготовьте места соединения путем зачистки фланцев корпуса и сервисной части до оголенной стали. НЕ повреждайте углы и не разжижайте металл в процессе шлифования.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378567 (Canadian P/N 88901675) или эквивалентный.
- С помощью небольшой кислотной кисти нанесите слой клея на обе сопрягаемые поверхности. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Нанесите на стыкуемую поверхность рабочей направляющей валик клея GM P/N 12378567 (канадский P/N 88901675) толщиной 3-6 мм (1/8-1/4 дюйма) или эквивалентный.
- Установите служебный рельс на транспортное средство с помощью 3-мерного измерительного оборудования.
- Зажмите рельс на месте.
- Установите заклепки длиной 9 мм (11/32 дюйма) так, чтобы головка заклепки соприкасалась со стороной пассажирского салона приборной панели.
- Установите заклепку длиной 14 мм (17/32 дюйма) так, чтобы головка заклепки контактировала со стороной пассажирского салона приборной панели, проходя через переднюю направляющую и через удлинитель стороны направляющей.
- Удалите излишки клея с участка рельса.
- Заглушите соответствующим образом остальные отверстия.
- Очистить и подготовить все свариваемые поверхности.
- Установить переднюю рулевую рубку в сборе См. " Замена передней панели рулевой рубки (многослойная стальная приборная панель) " или " Замена передней панели рулевой рубки (стальная приборная панель) ".
- Установите опору радиатора в сборе.
- Нанесите герметики и антикоррозионные материалы на отремонтированный участок по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите полную направляющую.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите полную часть рельсового транспортного средства с помощью трехмерного измерительного оборудования. Зажмите рельс на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
ПримечаниеСервисная часть разрабатывается из полной сборки и потребует удаления точечной сварки в среднем соединении рельса. Нижняя часть рельсового пути поставляется в виде полного переднего рельсового узла, включая все кронштейны и подкрепления.
- Поддержите двигатель и трансмиссию подходящим оборудованием.
- Снимите крепеж к двигателю и трансмиссии.
- При необходимости удалите все другие соответствующие панели и компоненты, включая подвеску и поперечину.
- Визуально осмотрите поврежденный участок. Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите область, где передний отсек будет отделен от направляющей.
- Найдите и просверлите заводские сварные швы вдоль полок рельса, только до среднего стыка рельса и включая его непосредственно перед приборной панелью.
- Просверлите заводские сварные швы.
- Откройте наружный слой рельса на среднем стыке переднего рельса, чтобы можно было снять передний участок рельса с транспортного средства.
- Удалите поврежденную переднюю нижнюю направляющую.
- Просверлите заводские сварные швы на среднем стыке вспомогательной направляющей в сборе.
- Снимите переднюю часть передней направляющей в сборе на среднем стыке.
- При необходимости подготовьте сопрягаемые поверхности.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите направляющую на транспортное средство.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт ".
- Установить траверсу подвески согласно " Замене рамы (3.5L) " или " Замене рамы (3.6L) " или " Замене рамы (2.4L) ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- Снимите кронштейн крепления стяжки.
- Найдите метки матрицы на внутренней и внешней половинах передней направляющей.
- На кончике стрелки в метке матрицы совместите скользящий квадрат или аналогичный инструмент с нижней стороной передней направляющей. Разметьте линию на 360 градусов вокруг рамной направляющей.
- Отрежьте рельс в отмеченном месте.
- Удалите поврежденный компонент из транспортного средства.
- Для того чтобы создать сервисную часть, выполните следующие действия: С обратной стороны метки матрицы на сервисной части совместите скользящий квадрат или аналогичный инструмент с этой линией и нижней стороной передней нижней направляющей. Разметить линию полностью вокруг рамного рельса. Отрежьте рельс у отмеченного расположенного. Снимите переднюю часть рейки. Это сервисная часть.
- Отрежьте верхний и нижний внутренние и внешние углы рамного рельса. Отрежьте в начале и конце радиуса в каждом углу назад на 20 мм (3/4 дюйма) до линии скрайбирования.
- Отогните каждую сторону рейки внутрь, совместив инструмент для отбортовки тисков или аналогичный инструмент с линией скрайбирования. Слегка отогните внутрь фланец 20 мм (3/4 дюйма). Этот фланец является сварочной подкладкой, которая будет вписываться в существующий рамный рельс на транспортном средстве.
- При необходимости подготовьте к сварке область шва секционирования.
- Нанести одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Вставьте служебный рельс в неповрежденный рамный рельс транспортного средства.
- Расположите переднюю секцию рельса с помощью 3-мерного измерительного оборудования. Зажмите сервисную деталь на месте.
- Прихватить деталь на место.
- Осмотрите рейку обслуживания на правильность размеров с помощью 3-х мерного измерительного оборудования.
- Прошить сварной шов по всему стыку секционирования. Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Завершите шовный шов.
- Установите кронштейн крепления стяжки.
- Зачистить и подготовить свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Антикоррозионная обработка и ремонт ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите внешнюю направляющую с транспортного средства.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите внешнюю направляющую на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите внешнюю направляющую на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
Схема №48
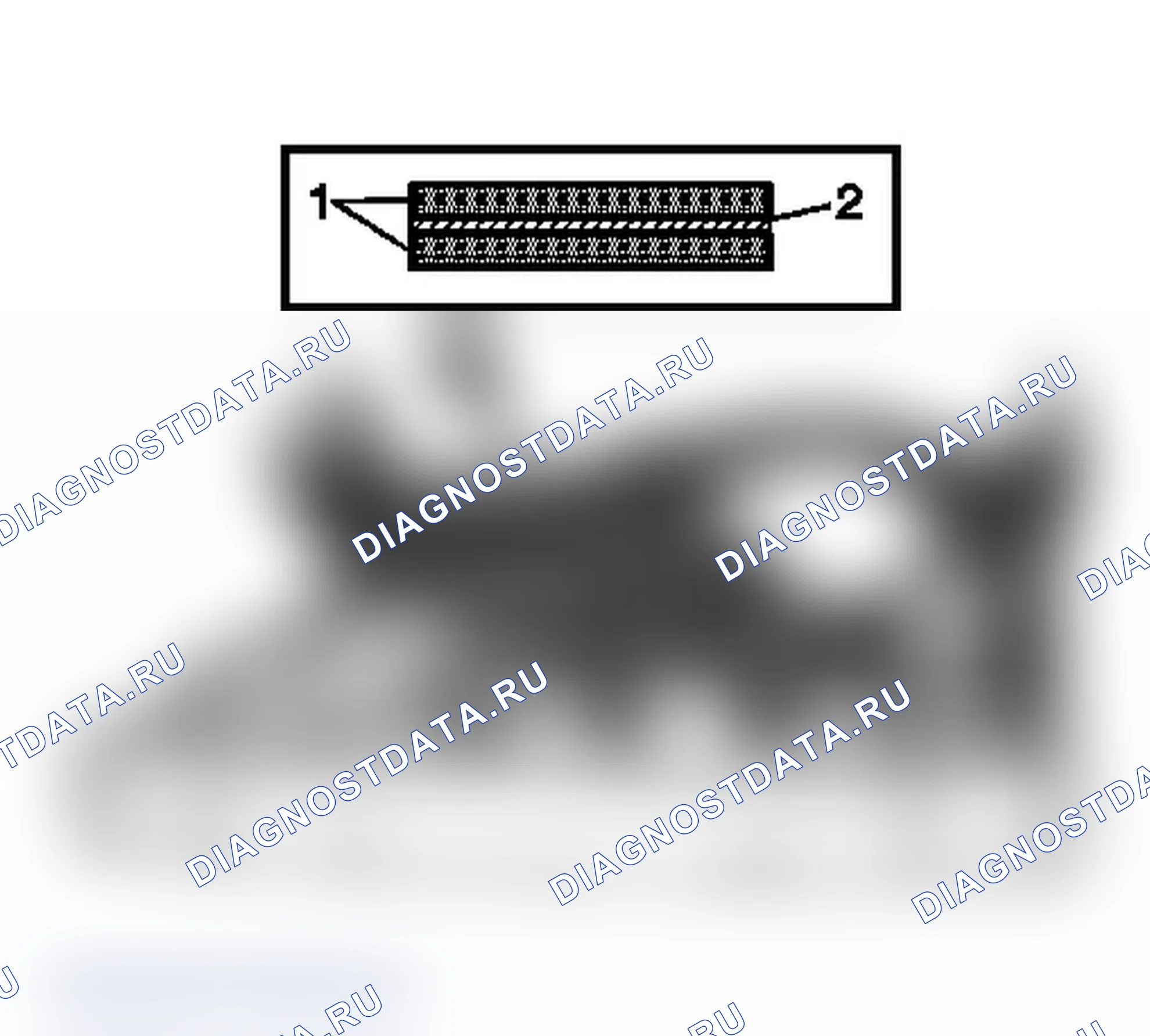
ПримечаниеНесоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства.
Передняя часть приборной панели и приточная нижняя часть сформированы из ламинированной стали. Эта сталь сконструирована путем соединения 2 кусков холоднокатаной стали (1) со слоем адгезива (2). Сварка слоистой стали MIG не соответствует корпоративным стандартам GM по структурной целостности. В качестве альтернативы все заводские сварные швы могут быть заменены с использованием метода заклепок и клеевого соединения, описанного в установочной части этой процедуры. Метод клепки и клеевого соединения должен использоваться только на участках, описанных в данной процедуре.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Визуально осмотрите поврежденный участок. Устраните как можно больше повреждений. См. " Размеры - Корпус ".
- С помощью съемника точечной сварки 8 мм (5/16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем переднюю внутреннюю стойку петли с приборной панелью.
- Найдите и просверлите все оставшиеся заводские сварные швы.
- Снимите переднюю внутреннюю стойку петли с автомобиля.
- Установите сервисную переднюю внутреннюю стойку петли в транспортное средство с помощью трехмерного измерительного оборудования. Зажмите переднюю внутреннюю стойку петли на месте.
- Используя долото 7 мм (17/64 дюйма), просверлите отверстия для крепления заклепок в стойке сервисного шарнира через тире и удлинитель нижней направляющей в местах, отмеченных от заводской передней внутренней стойки шарнира.
- Снимите сервисную переднюю внутреннюю стойку петли.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в местах, указанных в исходной сборке.
- При необходимости подготовьте сопрягаемые поверхности сварного шва MIG.
- Нанести одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Подготовьте места соединения путем зачистки до оголенной стали поверхности приборной панели и фланцев рабочей передней внутренней стойки петли.
- Нанести 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющей клей P/N 12378567 (канадский P/N 88901675) или эквивалент, на сопрягаемые поверхности приборной панели и рабочей панели передней внутренней стойки петли.
- С помощью небольшой кислотной щетки нанесите на сопрягаемые поверхности покрытие из клея. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Установите сервисную переднюю внутреннюю стойку петли на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите переднюю внутреннюю стойку петли на месте.
- Установите заклепки длиной 14 мм (17/32 дюйма) спереди фланцевой панели приборной панели.
- Удалите излишки клея из зоны соединения заклепок передней внутренней стойки петли.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
| Предупреждение | Секционирование следует выполнять только в рекомендуемых зонах. Несоблюдение этого требования может поставить под угрозу структурную целостность транспортного средства и привести к травмам в случае столкновения транспортного средства. |
|---|
Полная внешняя панель со стороны кузова поставляется в виде полной сборки и может быть заменена на заводских швах после удаления фиксированного стекла и крыши. Любая из этих процедур обслуживания может быть выполнена отдельно или в любой комбинации, в зависимости от степени повреждения транспортного средства. Секционирование должно выполняться только в определенных областях.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Снимите все соответствующие панели и компоненты (1).
- Устраните как можно больше повреждений.
- При необходимости удалите глушители звука и отметьте их расположение.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Разрез только в прямых зонах проемов (1). Держитесь подальше от радиусных зон дверных и оконных проемов.
- Вырежьте панель, на которой необходимо выполнить секционирование (1).
- Найдите и просверлите все заводские сварные швы (1). Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную стойку (1).
- Вырежьте внешнюю переднюю стойку петли в соответствующих местах, чтобы она подходила к оставшейся оригинальной панели (1). Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор, в 11 / 2 раза превышающий толщину металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) из неиспользуемой части сервисной детали в области передней стойки (1). Создайте опорную пластину 100 мм (4 дюйма) из неиспользуемой части сервисной детали для области качания (2). Обрезайте опорные пластины по мере необходимости, чтобы они помещались за секционирующим соединением.
- При необходимости просверлите сварные отверстия 8 мм (5 / 16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза (1).
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите опорную плиту наполовину в секционирующее соединение, закрепите ее на месте и приварите пробкой к транспортному средству (1).
- Выровняйте внешнюю переднюю стойку с помощью 3-мерного измерительного оборудования.
- Заварите соответствующим образом (1).
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте стежковый шов 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними (1). Вернитесь назад и завершите стежковый шов.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
Боковые внешние панели кузова доступны в цельных боковых рамах. Вы можете выполнить любую из этих процедур замены отдельно или в любой комбинации, в зависимости от степени повреждения автомобиля. Секционирование должно выполняться только в указанных областях. Держитесь подальше от зон радиуса дверного и оконного проемов. Секционирование выполняйте только в прямых участках проемов.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- На стойке " А " отмерьте 65 мм вниз от нижнего края отверстия кабелепровода дверной проводки (1). Отметьте это место разреза на передней стойке петли (2). Отметьте место разреза в прямой области на качающейся панели (3).
- Отрежьте корпус передней шарнирной стойки, в которой должно выполняться секционирование (1).
- Найдите и отметьте все необходимые заводские сварные швы корпуса передней стойки шарнира.
- Высверлить все заводские сварные швы (1).
- Удалите поврежденный корпус передней шарнирной стойки.
- Отрежьте сменную шарнирную стойку в соответствующих местах для установки на транспортное средство (1). Панель следует обрезать, чтобы обеспечить зазор 1 1/2 толщины металла в месте секционирования.
- Создайте опорную пластину 50 мм (2 дюйма) из неиспользованной части сервисного компонента для области стойки «А».
- Создайте опорную пластину 100 мм (4 дюйма) из неиспользованной части сервисного компонента для области коромысла.
- При необходимости выполните обрезку опорных пластин для установки за панелью в месте соединения секций.
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) вдоль области секционирования в сервисной части и в местах, указанных на исходной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорные пластины на полпути в секционирующие соединения, 25 мм (1 дюйм) в зоне стойки «А» и 50 мм (2 дюйма) в зонах качающейся панели. Зажмите пластины на месте, а к стыку секций приварите пробкой.
- Установите внешнюю переднюю стойку на транспортном средстве с помощью трехмерного измерительного оборудования (1). Зажмите столб на месте.
- Заварите соответствующим образом (1).
- Сшить места стыкового сварного шва (2).
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, выполните стежковый шов 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм). Вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
Панель крыши крепится к стальной конструкции крыши с помощью бортов клея по бокам. Панель крыши крепится к лобовому стеклу, заднему окну и боковым фланцам точечными сварными швами. Замена панели крыши может быть выполнена с помощью обычных процедур. Лобовое стекло и заднее окно должны быть удалены. См. " Замена лобового стекла " или " Замена заднего окна ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Обратите внимание на размеры зазоров по периметру панели крыши до коллекторов, стекла и дверей.
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Найдите и отметьте все заводские сварные швы.
- Высверлить все заводские сварные швы. Обратите внимание на количество и места расположения сварных швов для монтажа сервисной сборки.
- Вырежьте клей соответствующим инструментом.
- Удалите поврежденную панель крыши.
- Зачистить и подготовить к сварке сопрягаемые поверхности.
- Просверлите отверстия 8 мм (5/16 дюйма) для сварки пробкой вдоль лобового стекла и вдоль краев лобового стекла и заднего окна сервисной панели, как указано на оригинальной панели. Просверлите отверстия под приварку заглушки по переднему и заднему фланцам через каждые 40 мм (1 1/2 дюйма).
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите панель с помощью однокомпонентного уретанового комплекта для лобового стекла GM P/N 12346392 на обе боковые направляющие.
- Расположите панель крыши на транспортном средстве.
- Проверьте посадку панели.
- Зажмите панель на месте.
- Выполнить пробковый сварной шов соответственно.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить зону ремонта согласно " Системам лакокрасочных покрытий Basecoat / Clearcoat ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
Схема №49

| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
ПримечаниеВнутренняя арматура (1) является мартенситной сталью и не может быть секционирована или изменена. См. Диаграмму сверхвысокой прочности. Отказ заменить любую поврежденную арматуру, как описано, может поставить под угрозу структурную целостность автомобиля.
Схема №50
- Удалите уплотнители и антикоррозионные материалы из зоны ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ". ПРИМЕЧАНИЕ: Обратите внимание на количество и расположение заводских сварных швов для установки арматуры.
- После снятия наружной панели для получения доступа к коромыслу необходимо снять арматуру центральной стойки (1).
- Переднюю стойку шарнира необходимо снять (2).
- Снять арматуру нижней четверти 3.
- При необходимости подготовьте сопрягаемые поверхности.
- Нанести одобренное Gm сквозное сварное покрытие или его эквивалент. См. " Антикоррозионная обработка и ремонт ".
- Расположите арматуру коромысла на месте, используйте 3-х мерное измерительное оборудование, зажмите на месте.
- Выполнить пробковый сварной шов соответственно.
- Внешняя панель со стороны кузова доступна только в цельных частях бокового каркаса. Вы можете выполнить любую из этих процедур замены отдельно или в любой комбинации, в зависимости от степени повреждения автомобиля. Секционирование должно выполняться только в определенных областях. Удалите все связанные панели и компоненты.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости, и отметьте их расположение. См. " Антикоррозионная обработка и ремонт ".
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- Снимите погодную полосу, осмотрите фланец в центральной части колонны, там будет 3-металлический штабель. Это поможет создать достаточно широкий проем в области верхней внешней центральной стойки, чтобы обеспечить доступ к арматуре (А).
- Измерьте размер арматуры в верхней части центральной стойки (A), он должен быть приблизительно 14 дюймов в ширину. Отверстие для удаления арматуры (B) составляет приблизительно 151 / 2 дюйма. Это отверстие для удаления, а также линия разреза.
- От характерной линии дверного проема (A) измерьте 11 / 2 дюйма, это линия разреза. Используя маскирующую ленту в качестве направляющей, следуйте радиусу.
- Врезать между формовочными отверстиями коромысла.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную центральную стойку.
- Из сервисной части вырежьте коромысло в соответствующих местах для подгонки к оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор, в 11 / 2 раза превышающий толщину металла в секционирующем соединении.
- На верхней части центральной внешней стойки отметьте деталь (A) и отрежьте ширину 151 / 2 дюйма, которая соответствует оставшейся панели. Секционирующее соединение должно быть обрезано назад, чтобы обеспечить зазор, в 11 / 2 раза превышающий толщину металла.
- Измеряя от характерной линии (A) вверх 21 / 4 сделать метки и использовать маскирующую ленту, чтобы следовать контурам. Сделайте разрез, это длиннее, чем первоначальный разрез, чтобы позволить underlap.
- Из неиспользованной части сервисных деталей создайте 50 мм рукава (А), оставляя рукав короче на верхнем 1/8 дюйма, чтобы обеспечить помещение под панелью обслуживания.
- Во всех зонах качающейся панели создайте опорную пластину 100 мм (4 дюйма) из неиспользованной части сервисной части. При необходимости подрежьте опорные пластины, чтобы они разместились за секционированным соединением.
- Просверлите отверстия диаметром 8 мм (5 / 16 дюйма) вдоль стыков секционирования от края детали на расстоянии 40 мм (1 дюйм) друг от друга.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку, по мере необходимости.
- Нанести одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите опорные пластины в секционирующие соединения 50 мм (2 дюйма) для качающейся секции, всего 100 мм (4 дюйма).
- Установите опорную плиту в зоне верхней центральной стойки на 25 мм (1 дюйм) в каждую сторону, в общей сложности 50 мм (2 дюйма).
- Underlap (A) деталь обслуживания к исходной области верхней центральной стойки.
- Обратите внимание на подложку. Он должен находиться между рукавом и оригинальной панелью (А).
- Установите внешнюю центральную стойку на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите столб на месте.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте стежковый шов 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- Снимите монтажные пластины (1) сверху панели пола # 5 bar.
- Найдите задний край поперечины № 5 из-под автомобиля.
- Сверлить несколько 1/8 в отверстиях в поддоне пола только по заднему краю заднего приварного фланца поперечины № 5. Это поможет идентифицировать местоположение с верхней стороны поддона пола.
- Обрежьте панель пола по радиусу задней кромки планки # 5. Там, где планка # 5 заканчивается у направляющих, обрежьте радиусную панель пола прямо поперек.
- Высверлить все точечные сварные швы вдоль рельсов и рулевых рубок позади линии разреза и снять панель пола заднего отсека. Обратите внимание на количество и расположение сварных швов для монтажа сервисной сборки.
- Немного подрезать сзади планку # 5 по отверстиям, просверленным в поддоне пола. Позже панель пола будет отшлифована заподлицо с задним краем фланца сварного шва.
- Обрежьте и зачистите заподлицо оригинальную панель панели заднего отсека у заднего края поперечины # 5.
- На сервисной части панели пола заднего отсека измерьте от переднего края бака для шин 200 мм (8 дюймов). Нарисуйте линию поперек сковороды заднего отделения.
- Поместите кусок маскирующей ленты вдоль верхней стороны поддона пола заднего отделения (а).
- Обрежьте по переднему краю ленты, край, который был бы ближе всего к передней части сиденья бара № 5, и удалите заднюю часть панели.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Выложить и просверлить 2 дополнительных ряда сварных отверстий с заглушками 8 мм (5/16 дюйма) поверх сварных фланцев # 5 бар.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите заднюю панель на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Сварить шов по передней обрезанной кромке сервисной части панели Для создания сплошного шва по передней части сервисной части с минимальным тепловым искажением выполнить стежковый шов по шву с зазорами 25 мм (1 дюйм) между каждым швом.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снять заднюю внутреннюю рулевую рубку.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установить заднюю внутреннюю рулевую рубку в транспортное средство. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
ПримечаниеЧетверть панели обслуживается как боковая сервисная сборка кузова. Узел включает в себя всю сторону кузова, включая заднюю нижнюю четверть панели, карман задней лампы и узел водосточного желоба. Снятие панели четверти требует снятия заднего окна. Для улучшения работоспособности разработана специальная процедура секционирования.
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Восстановите как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - корпус ".
- Удалите все связанные панели и компоненты.
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Разрежьте панель паруса и панель коромысла. На панели паруса измерьте от заднего стеклянного отверстия вниз 120 мм (4 3 / 4 дюйма). Нарисуйте линию. Это место разреза (A). Нарисуйте линию на панели коромысла на плоской области между отверстиями, где молдинг прикрепляется к панели коромысла. Это место разреза (B).
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для монтажа четверти панели.
- Обрежьте панель в отмеченных местах.
- Снимите нижнюю четверть панели.
Процедура монтажа (сварка металл-инертный газ (MIG))
ПримечаниеЧтобы обеспечить правильную компоновку и вырезание сервисной детали, просмотрите информацию о секционировании в процедуре удаления.
- Найдите область на сервисной части, где будет выполняться секционирование.
- Измерить и отметить место линии реза на зоне обслуживания.
- Обрежьте сервисную панель в отмеченных местах (а, б). Обрезайте стыковые соединения сечений, чтобы обеспечить зазор, равный толщине металла в соединении сечений.
- Создайте опорные пластины 50 мм (2 дюйма) для панели паруса и 100 мм (4 дюйма) для панели коромысла. Создайте опорные пластины из неиспользованной части сервисной детали.
- При необходимости выполните обрезку опорных пластин для установки за панелью в местах стыков секционирования.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в местах, указанных на оригинальной четверти панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести одобренное Gm покрытие Weld-Thru или эквивалентное на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите новую сервисную панель.
- Выполните процедуру секционирования. Обратитесь к разделу " Секционирование внахлестку / опорной плиты (сварка) ".
- Выполнить пробковый сварной шов соответственно.
- Сшить панель паруса и панель коромысла соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить зону ремонта согласно " Системам лакокрасочных покрытий Basecoat / Clearcoat ".
- Установите все соответствующие панели и компоненты.
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
Процедура установки (склеивание)
- Зачистить поверхность ответных фланцев корпуса до оголенной стали.
- Зачистите ответные фланцы четверти панели для удаления Е-покрытия. Соблюдайте осторожность, чтобы не повредить углы и не утончить металл во время операции шлифования.
- Очистите сопрягаемые поверхности.
- Выполните процедуру секционирования. Обратитесь к разделу " Секционирование внахлестку / опорной плиты (сварка) ".
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик клея для склеивания металлических панелей GM P/N 12378567 (Canadian P/N 88901675) или его эквивалент на обе сопрягаемые поверхности.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Нанести на сопрягаемую поверхность сервисной части валик из металлической панели диаметром 9-13 мм (3/8-1/2 дюйма), скрепляющий клей GM P/N 12378567 (Canadian P/N 88901675) или аналог.
- Установите четверть панели на кузов.
- Закрепите четверть панели в требуемом положении.
- Используя более тонкий лак, удалите излишки клея с нижней четверти панели.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить зону ремонта согласно " Системам лакокрасочных покрытий Basecoat / Clearcoat ".
- Установите все соответствующие панели и компоненты.
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Снимите внутреннюю и внешнюю четверть панели, чтобы получить доступ к сварным швам от направляющей к внутренней части панели коромысла. См. раздел " Секционирование внешней четверти панели ".
- Снимите внутреннюю панель усиления коромысла наполнителя.
- Снимите удлинитель (1) колесной ниши для ударной арматуры.
- Найдите и просверлите все необходимые заводские сварные швы под внутренней арматурой коромысла.
- Найдите и просверлите все необходимые заводские сварные швы для удаления пяти стержней (1).
- Снимите заднюю рейку.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите заднюю направляющую на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите рельс на месте.
- Выполнить пробковый сварной шов соответственно.
- Установите пять планок (1).
- Установите арматуру внутренней панели заднего коромысла 1.
- Установите четверть панели.
- Установите внутреннюю панель.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- Найдите метку матрицы на внешней нижней поверхности задней направляющей, позади планки # 5.
- Совместите скользящий квадрат или аналогичный инструмент с линией на кончике стрелки в марке матрицы. Нарисуйте линию поперек рельса.
- Используйте тот же инструмент для переноса этой линии на стороны и сварные фланцы рельса.
- Вырезать в отмеченном месте.
- Удалите поврежденный компонент из транспортного средства.
- На каждой из 2 8 сторон задней направляющей просверлите сварные отверстия с заглушками диаметром 5/16 мм (3 дюйма). Расположите центр отверстий на расстоянии 10 мм (3/8 дюйма) от края выреза.
- Найдите метки матрицы на задней направляющей сервисной части.
- Совместите скользящий квадрат или аналогичный инструмент с линией на конце стрелки в метке матрицы и нарисуйте линию поперек рельса.
- Используйте тот же инструмент для переноса этой линии на стороны и сварные фланцы рельса.
- Поместите метку вперед, в направлении к задней части стрелки, на расстоянии 25 мм (1 дюйм) от указанной линии со всех 3 сторон служебной направляющей.
- С помощью инструмента разметить линию со всех 3-х сторон и приварить фланцы рейки.
- Вырезать у линии писца в задней части стрелки.
- Снимите заднюю часть рейки.
- Отрежьте верхние внешние фланцы задней части задней направляющей сервисной части. Отрежьте фланцы обратно к первой линии разметки и удалите язычки.
- Вырежьте углы нижнего радиуса сервисной детали обратно к первой линии скрайбирования и удалите небольшие углы.
- Слегка согните нижнюю сторону сервисной детали в месте секционирования внутрь, совместив инструмент для отбортовки тисков или аналогичный инструмент на первой линии разметки.
- Подготовьте к сварке зону секционирования заднего рельса.
- Нанесите одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Расположите заднюю секцию рельса с помощью 3-мерного измерительного оборудования. Зажмите секцию рельса на месте.
- Прихватить деталь на место.
- Осмотрите служебный задний рельс на предмет надлежащих размеров, используя 3-х мерное измерительное оборудование.
- Сварка пробкой в каждом месте сварного отверстия пробкой 8 мм (5/16 дюйма).
- Прошить сварной шов по всему стыку секционирования. Выполнить сварные швы по шву с зазорами 25 мм (1 дюйм) между ними. Приварить зазоры.
- Зачистить и подготовить свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Антикоррозионная обработка и ремонт ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите заднюю торцевую панель.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- При необходимости очистите и подготовьте все сопрягаемые поверхности. ПРИМЕЧАНИЕ: Удалите излишки сварного шва и уплотнителя
- Нанести одобренное Gm покрытие Weld-Thru или эквивалентное на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Установите заднюю торцевую панель на автомобиль. Для осмотра панели используйте 3-х мерное измерительное оборудование.
- Зажмите панель на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- Удалите герметики и антикоррозийные материалы из зоны ремонта согласно " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки переднего верхнего рельса.
- Удалите поврежденную переднюю верхнюю рейку.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите переднюю верхнюю направляющую на транспортном средстве с помощью 3-мерного измерительного оборудования. Зажмите рельс на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить зону ремонта согласно " Системам лакокрасочных покрытий Basecoat / Clearcoat ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите центральную B-образную стойку с заводских швов.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести одобренное Gm сквозное сварное покрытие или его эквивалент на все сопрягаемые поверхности. См. " Антикоррозионная обработка и ремонт ".
- Расположите сервисную часть на автомобиле с помощью 3-х мерного измерительного оборудования. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Снимите дверь с транспортного средства. См. раздел " Замена передней боковой двери ".
- Удалите все связанные панели и компоненты.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов в местах верхней оконной рамы и зеркала.
- Зачистите края наружной панели двери, чтобы отделить наружную панель двери от обшивки двери.
- Снимите наружную дверную панель.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Выпрямить края дверной оболочки.
- С помощью шлифовального диска зачистите поверхность сопрягаемых фланцев обечайки двери до голой стали.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Очистите сопрягаемые поверхности.
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющей клей, на обе сопрягаемые поверхности.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Нанесите валик металлической панели диаметром 9-13 мм (3/8-1/2 дюйма), соединяющий клей, на сопрягаемую поверхность сервисной панели.
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- С помощью молотка повторно подшить отбортовки вокруг обечайки двери. Продолжайте забивать поэтапно по отбортованным фланцам.
- С помощью разбавителя лака удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите наружную панель двери на предмет правильной центровки. Отрегулируйте центровку в соответствии с требованиями. См. " Замена передней боковой двери ".
- Металл-инертный газ (MIG) приваривает внешнюю панель двери к дверной раме в местах, отмеченных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите сверхгибкую антифлаттерную пену Fusor - быстрый комплект, Fusor P / N 121 / 124 или эквивалент в 4-5 равномерно распределенных местах между внешней панелью двери и внутренней балкой безопасности и верхней арматурой ремня.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Снимите дверь с транспортного средства. Обратитесь к разделу " Замена передней боковой двери " или " Замена задней боковой двери ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов.
- Зачистите края наружной панели двери, чтобы отделить наружную панель двери от обшивки двери.
- Снимите наружную дверную панель.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Выпрямить края дверной оболочки.
- С помощью шлифовального диска зачистите поверхность сопрягаемых фланцев обечайки двери до голой стали.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности 3-6 мм (1/8-1/4 дюйма) валик металлической панели, соединяющий клей.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Нанесите валик металлической панели диаметром 9-13 мм (3/8-1/2 дюйма), соединяющий клей, на сопрягаемую поверхность сервисной панели.
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- С помощью молотка повторно подшить отбортовки вокруг обечайки двери. Продолжайте забивать поэтапно по отбортованным фланцам.
- С помощью разбавителя лака удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль проверьте внешнюю панель двери на правильность выравнивания, при необходимости отрегулируйте выравнивание.
- Металл-инертный газ (MIG) приваривает внешнюю панель двери к дверной раме в местах, отмеченных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Применить Fusor супер гибкий анти-флаттер пены-быстрый набор, Fusor P / N 121 / 124 или эквивалент в 4-5 равномерно расположенных местах между внешней панелью двери и внутренней балкой безопасности и верхней арматурой ремня.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Установите дверь на автомобиль. Обратитесь к разделу " Замена передней боковой двери " или к разделу " Замена задней боковой двери ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Подключите отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (LAT) " или " Отсоединение и подключение отрицательного кабеля аккумулятора (LE5, LE9, LZ4, LZE или LY7) ".