Magnaflux и Magnaglo
Magnaflux - это метод контроля, используемый для обнаружения дефектов материала и трещин под напряжением. Компонент подвергается воздействию сильного магнитного поля. Весь компонент или локализованная область могут быть намагничены. Компонент покрыт либо влажным, либо сухим материалом, содержащим мелкие магнитные частицы.
Трещины, которые очерчены частицами, вызывают прерывание магнитного поля. Сухой порошковый метод Magnaflux может быть использован при нормальном освещении и трещины появляется в виде яркой линии.
Флуоресцентная жидкость используется вместе с черным светом в системе Magnaglo Magnaflux. Для этой процедуры требуется затемненное помещение. Трещина будет выглядеть как светящаяся линия. Полное размагничивание компонента по завершении требуется на обеих процедурах. Магнитопорошковая дефектоскопия применяется только к железным материалам.
Зыгло
Процесс Zyglo покрывает материал флуоресцентным красителем. Компонент часто нагревают для расширения трещин, которые будут пронизаны красителем. Используя затемненное помещение и черный свет, компонент проверяется на наличие трещин. Трещина будет ярко светиться.
Разработка решения часто используется для улучшения результатов. С помощью этого процесса могут испытываться детали, изготовленные из любого материала, например алюминиевые головки цилиндров или пластмассы.
Как проверить краситель
Проникающий краситель распыляется на предварительно очищенный компонент. Краситель оставляют на компоненте на 5-45 минут в зависимости от плотности материала. Затем компонент протирают и опрыскивают проявляющим раствором. Поверхностные трещины будут проявляться в виде яркой линии.
Пескоструйная обработка
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Перед дробеструйной обработкой может потребоваться ручное удаление отложений с последующей очисткой каким-либо другим способом. Углерод, краска и ржавчина могут быть удалены с помощью дробеструйной обработки. Перед дробеструйной обработкой детали не должны содержать масла и смазки. Шарики будут прилипать к смазке или пропитанным маслом участкам, что приведет к тому, что участок не будет очищен.
Используйте давление воздуха для удаления всех захваченных остаточных шариков с компонента после очистки. После очистки внутренних деталей двигателя, выполненных из алюминия, тщательно промойте горячей мыльной водой. Компонент должен быть тщательно очищен, так как стеклянные шарики попадут в моторное масло, что приведет к повреждению подшипника.
Химическая очистка
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Бак растворителя предназначен для очистки компонентов от маслянистых остатков. Продувка растворителем распыляет растворитель через сифонный пистолет, используя сжатый воздух.
Горячая емкость, использующая нагретые щелочные растворители, используется только для очистки черных металлов. НЕ чистите алюминиевые детали, такие как головки цилиндров, подшипники или другие мягкие металлы, используя горячий бак. После очистки промойте детали горячей водой.
Цветная часть будет разрушена, а раствор каустической соды будет разбавлен, если поместить его в горячий резервуар. При использовании горячего резервуара всегда используйте средства защиты глаз и перчатки.
Использование холодного бака - для очистки алюминиевых головок цилиндров, карбюраторов и других мягких металлов. Используется менее едкий и ненагретый раствор. Детали могут быть оставлены в баке на несколько часов без повреждений. После очистки промойте детали горячей водой.
Чистка паром, при которой кипящая горячая вода распыляется под высоким давлением, рекомендуется в качестве окончательного процесса очистки при использовании либо горячей, либо холодной очистки резервуара.
Детали из листового металла
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Примерами деталей из листового металла являются крышки коромысла, передняя и боковые крышки, масляный поддон и колпачковая крышка. Для очистки можно использовать обдувку стеклянных шариков или горячую емкость.
Убедитесь, что все сопрягаемые поверхности плоские. Деформированные поверхности следует выпрямить. Проверьте все детали из листового металла на наличие трещин и вмятин.
Впускной и выпускной коллекторы
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Используя очистку растворителем или пескоструйную очистку, очистите коллекторы для проверки. Если впускной коллектор имеет выхлопной кроссовер, то все нагары должны быть удалены. Осмотрите коллекторы на наличие трещин, обгоревших или эродированных участков, коррозии и повреждения крепежа.
Отходящая теплота и продукты сгорания вызывают коррозию резьбы крепежных изделий. При необходимости замените шпильки и болты. На впускных манифольдах типа «V» для надлежащей очистки и осмотра необходимо снять масляный экран из листового металла. Убедитесь, что все поверхности разъема впускной коллектор плоские и не имеют заусенцев.
Пружины клапана
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Осмотрите пружины клапана на наличие коррозии или точечной коррозии поверхностей пружин клапана, которые могут привести к поломке. Полированные концы пружины, вызванные вращающейся пружиной, указывают на то, что произошел помпаж пружины. Заменить пружины, свидетельствующие об этих условиях.
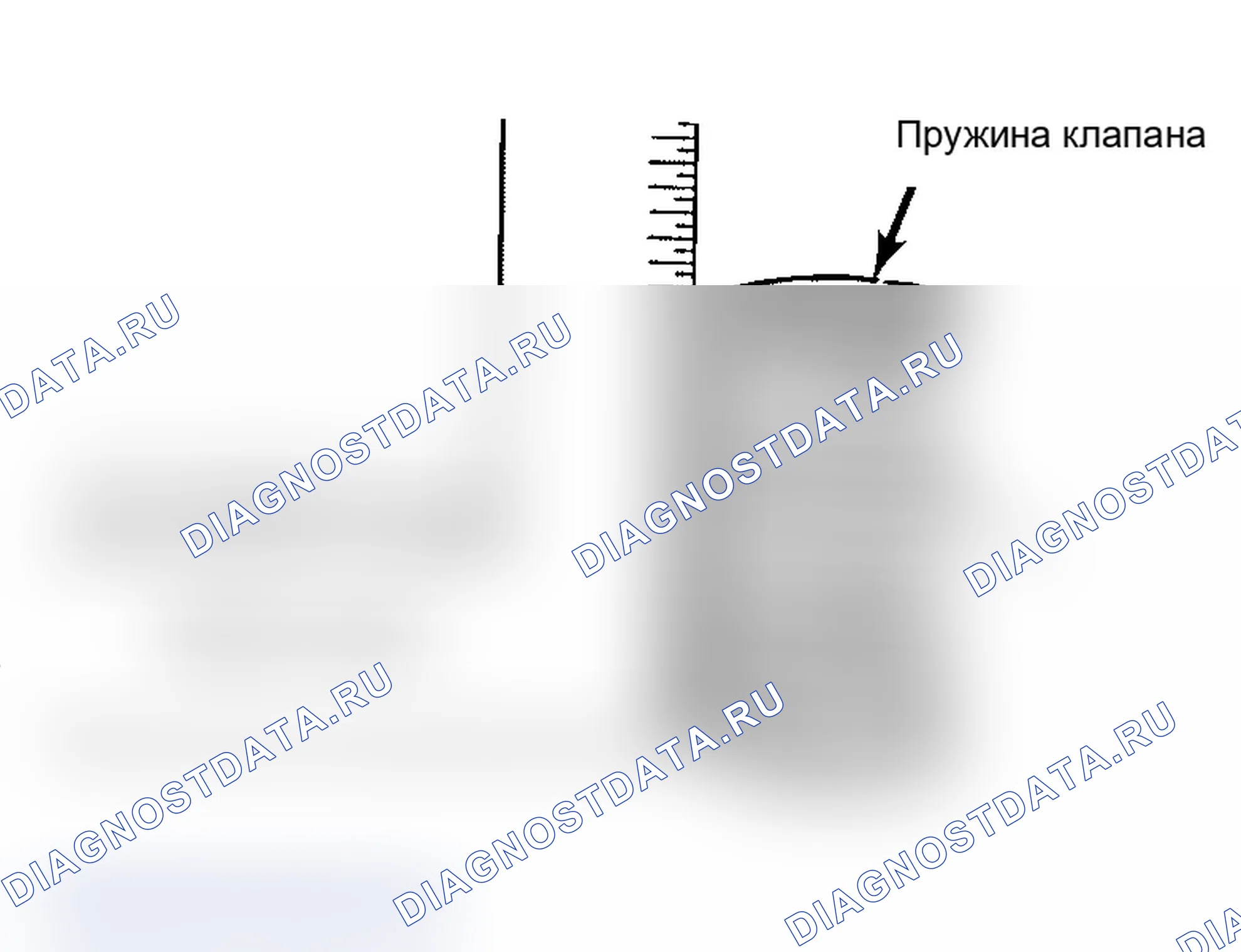
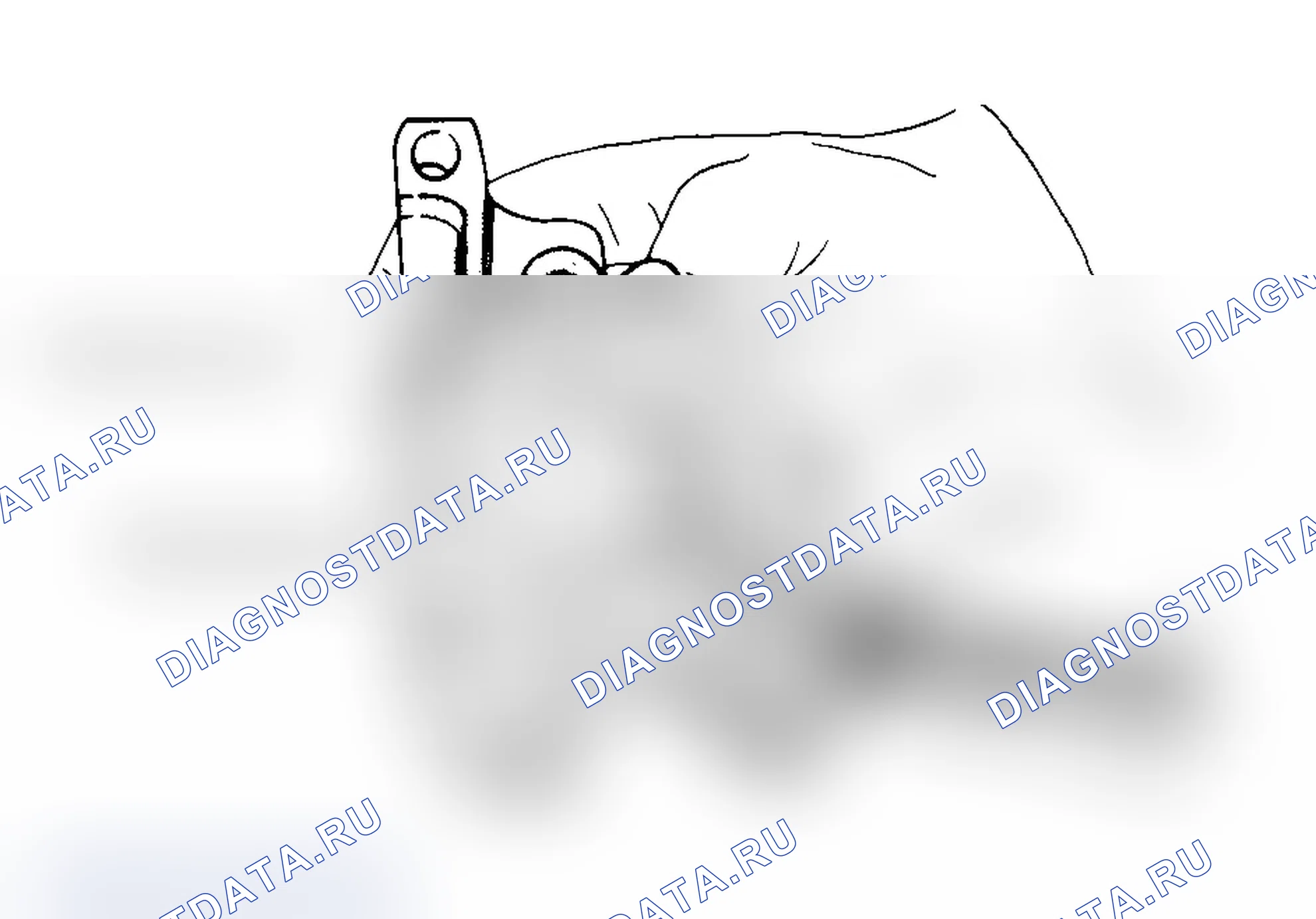
Осмотрите клапанные пружины на прямоугольность, используя 90-градусную прямую кромку. (Схема №13) Заменить пружину клапана, если отклонение от нормы превышает требования изготовителя.
Проверка перпендикулярности пружины клапана. Схема №13
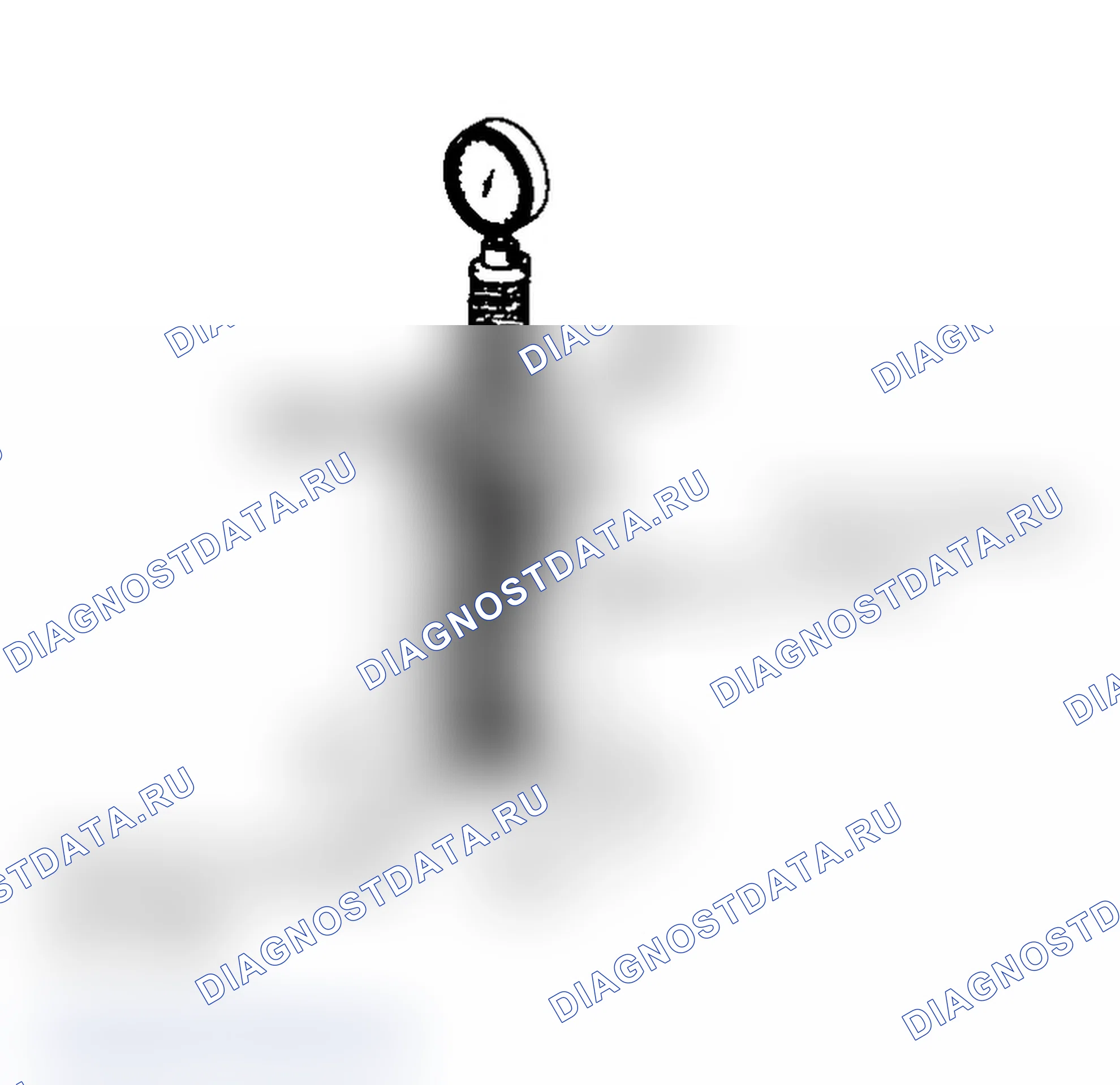
Используя штангенциркуль, измерьте свободную длину всех пружин клапана. Замените пружины, если они не соответствуют спецификации. С помощью тестера пружины клапана проверить давление пружины клапана на установленной и сжатой высотах. (Схема №14)
Проверка давления пружины клапана. Схема №14
Направляющая клапана
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Направляющий зазор измерительного клапана
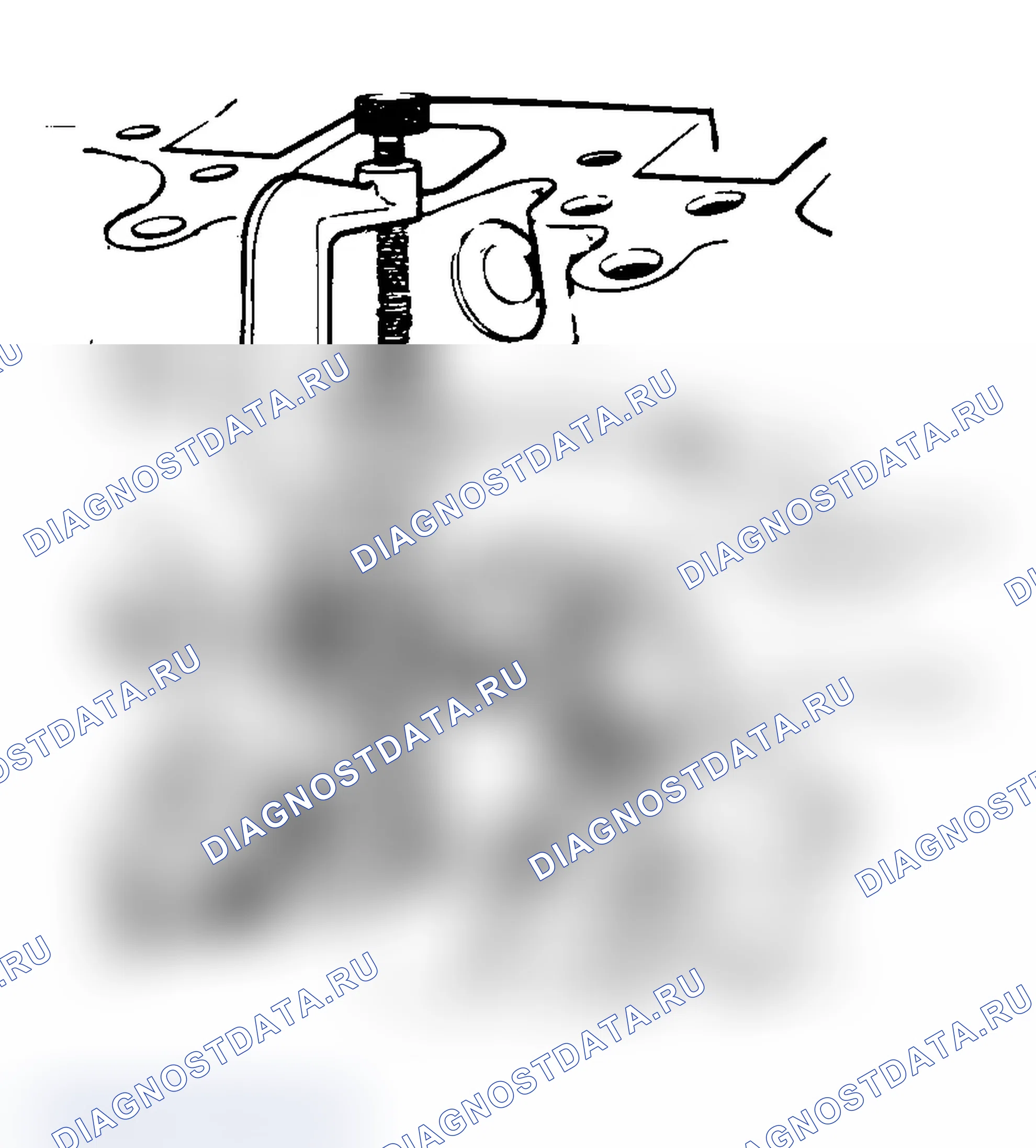
Проверить зазор между штоком клапана и направляющей. Убедитесь, что диаметр штока клапана соответствует техническим требованиям. Установите клапан в направляющую клапана. Установите циферблатный индикатор в сборе на головку цилиндра с наконечником, упирающимся в шток клапана чуть выше направляющей клапана. (Схема №15)
Зазор между штоком и направляющей измерительного клапана. Схема №15
Опустите клапан примерно на 1/16" ниже седла клапана. По возможности прижмите шток клапана к направляющей клапана. Отрегулируйте циферблатный индикатор на ноль. Нажмите на шток клапана в противоположном направлении и запишите показания. Зазор должен быть в пределах спецификации.
Если зазор между направляющими клапанами превышает требования технических условий, можно использовать клапаны с негабаритными штоками и расширить направляющие клапана до большего размера или заменить направляющие клапана. В некоторых приложениях устанавливается ложная направляющая, которая затем развертывается до надлежащей спецификации. Комплект расширителя направляющей клапана используется для расширения направляющей клапана для получения надлежащего зазора для нового клапана.
Направляющая расширительного клапана
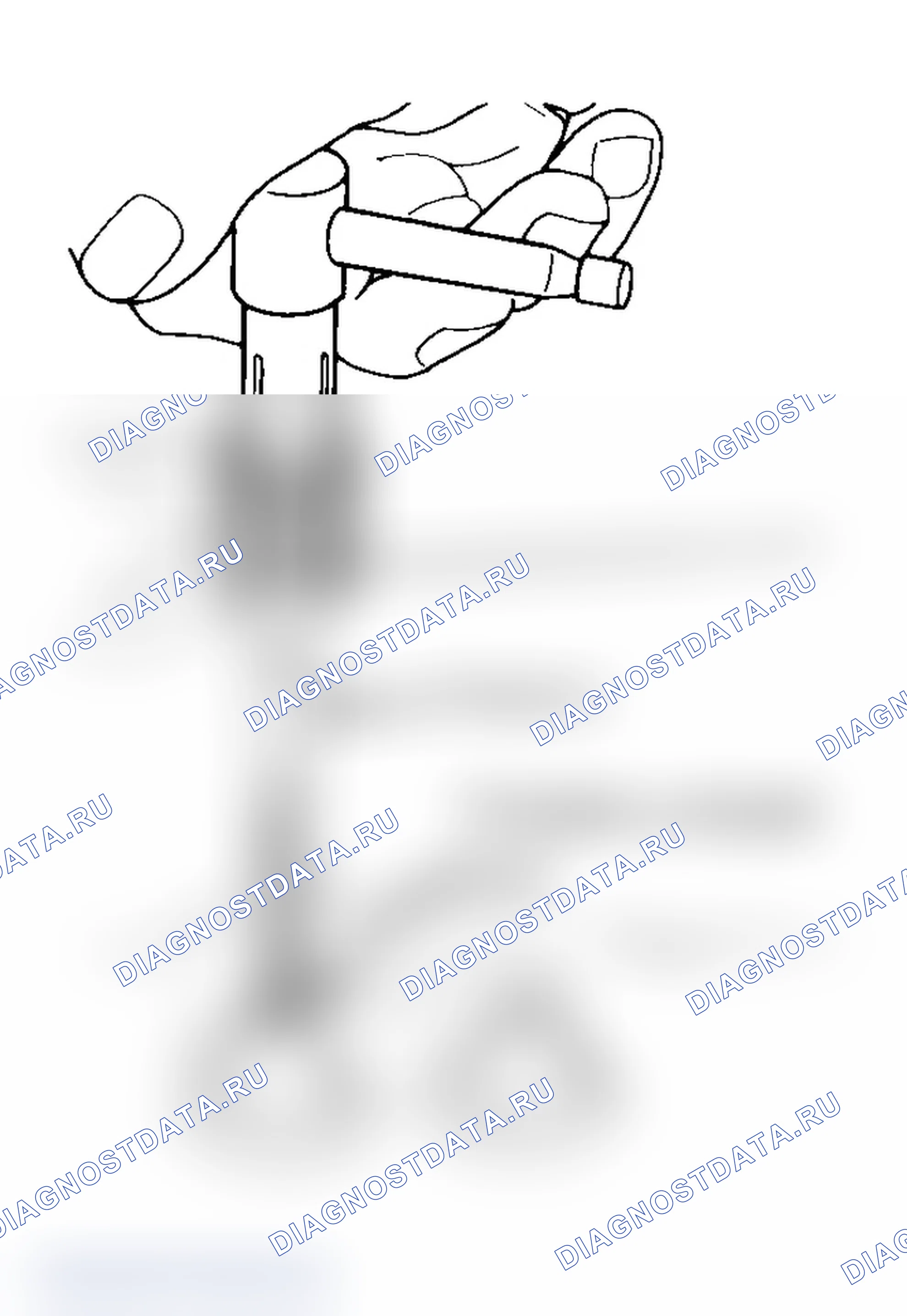
Выберите подходящий расширитель для размера штока клапана. Развертка должна быть достаточной длины для обеспечения чистого среза по всей длине направляющей клапана. Установить расширитель в направляющую клапана и вращать для отрезания направляющей клапана. (Схема №16)
Направляющие расширительного клапана. Схема №16
Руководство по замене клапана
Замените направляющую клапана, если зазор превышает требования. Направляющие клапана прессуются, забиваются или усаживаются на месте в зависимости от конструкции головки цилиндров и типа используемого металла.
Снимите направляющую клапана с головки цилиндра, нажав или постукивая по ступенчатому штреку. (Схема №17) После установки направляющей клапана необходимо проверить расстояние от головки цилиндра до верхней части направляющей клапана. Это расстояние должно быть в пределах спецификации.
Алюминиевые головки часто нагревают перед установкой направляющей клапана. Направляющую клапана перед установкой иногда охлаждают в сухом льду. Сочетание нагретой головки цилиндра и охлаждаемой направляющей клапана обеспечивает плотную посадку направляющей при сборке. Новая направляющая должна быть развернута в соответствии со спецификацией.
Типичное устройство для извлечения и установки направляющей клапана. Схема №17
Клапаны и седла клапанов
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Измельчение клапанов
Наружный диаметр штока клапана должен измеряться в нескольких зонах для определения степени износа. Замените клапан, если он не соответствует спецификации. Площадь припуска клапана должна быть измерена, чтобы убедиться, что клапан может быть отшлифован. (Схема №18)
Если запас клапана меньше, чем указано в спецификации, клапаны будут сожжены. Клапан подлежит замене. Из-за минимальных габаритов при изготовлении некоторые клапаны нового типа не поддаются доизмельчению. Некоторые производители используют клапаны со стеллитовым покрытием, которые НЕ должны подвергаться механической обработке. Клапаны могут быть притерты только в седло клапана.
| Внимание | Некоторые клапаны заполнены натрием. При утилизации поврежденных или изношенных клапанов, заполненных натрием, необходимо соблюдать особую осторожность. |
|---|
Запас головок измерительного клапана. Схема №18
Восстановить поверхность клапана до надлежащего угла с помощью шлифовальной машины клапана. Следуйте инструкциям производителя для клапана шлифовальной машины. В спецификациях может быть указан угол наклона торца клапана, отличный от угла наклона седла. Измерить запас клапана после шлифовки. Замените клапан, если он не соответствует спецификации. Наконечник штока клапана может быть доработан с помощью клапанной шлифовальной машины.
Притирка клапана
Во время притирки недавно разработанных клапанов обязательно следуйте рекомендациям производителя. Поверхностное упрочнение и материалы, используемые с некоторыми клапанами, не допускают притирки. Процесс притирки удалит избыточное количество затвердевшей поверхности.
Притирка клапана производится для обеспечения адекватного уплотнения между торцом клапана и седлом. Используйте либо ручную дрель, либо притирочную палочку с прикрепленной присоской.
Увлажнить и прикрепить к клапану присоску. Смазать шток клапана и направляющую. Нанесите тонкий слой мелкодисперсного состава для шлифования клапана между клапаном и седлом. Вращайте притирочный инструмент между ладонями или ручным сверлом.
Поднимите клапан вверх от седла и часто меняйте положение. Это сделано для предотвращения образования канавок в седле клапана. Внахлестку клапан до получения гладкого полированного седла. Тщательно очистить шлифовальный состав от компонентов. Следует проверить концентричность между клапанами. См. КОНЦЕНТРИЧНОСТЬ СЕДЛА КЛАПАНА.
| Внимание | Перед шлифовкой седла клапана направляющие должны быть в хорошем состоянии и не иметь нагара. Некоторые двигатели содержат седло клапана с индукционной закалкой. Чрезмерное удаление материала приведет к повреждению седел клапанов. |
|---|
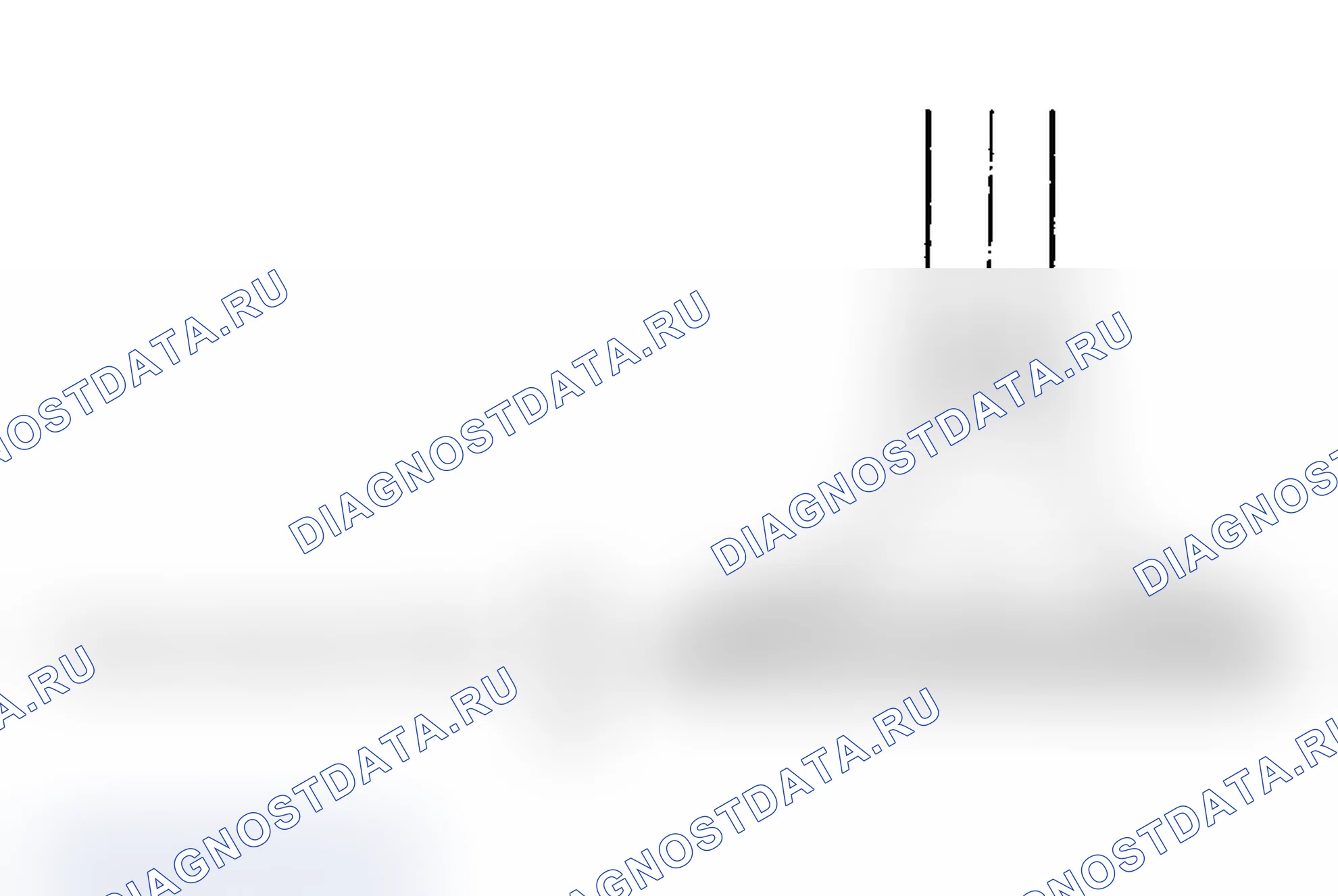
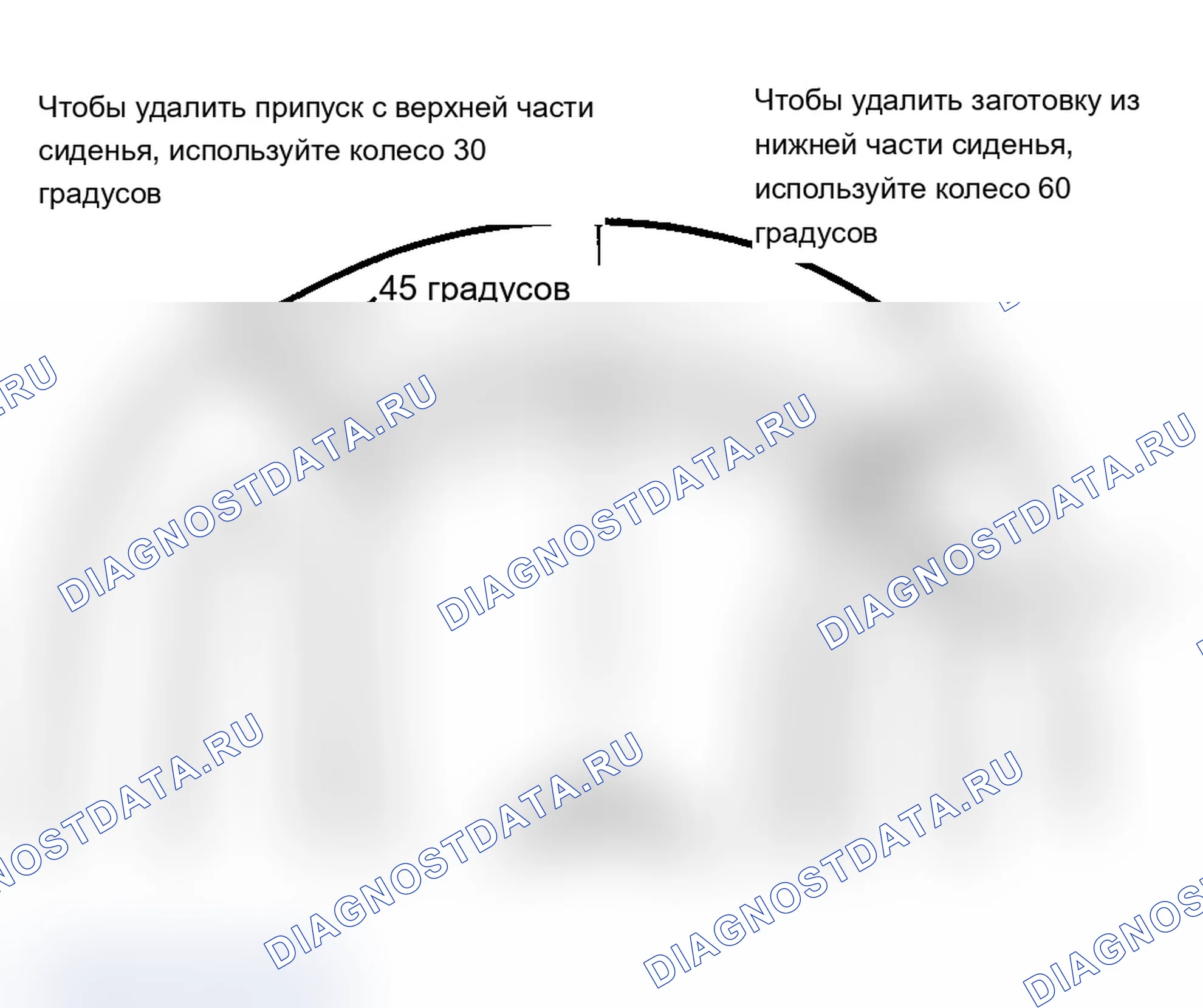
Шлифование седла клапана
Выберите крупный камень правильного размера и угла для сиденья, подлежащего шлифованию. Убедитесь, что камень верен и имеет гладкую поверхность. Выберите правильный размер пилотной горелки для размера направляющей клапана. Установить пилотную горелку в направляющую клапана. Слегка смазать направляющий вал. Установить камень на пилоте. Отодвигайте камень от и на седло примерно 2 раза в секунду во время операции шлифования.
Выберите мелкий камень для завершения операции шлифования. Для центрирования и сужения седла клапана по мере необходимости используются различные угловые шлифовальные камни. (Схема №19)
Регулировка ширины седла клапана. Схема №19
Концентричность седла клапана
С помощью циферблатного манометра установить пилотную горелку манометра в направляющую клапана. Установите измерительный рычаг на седло клапана. Отрегулируйте циферблатный индикатор на ноль. Поворот руки на 360 градусов и чтение заметок. Биение не должно превышать спецификации.
Чтобы проверить концентричность седла клапана, слегка покройте поверхность клапана красителем прусского синего. Установить клапан и повернуть его на седло клапана. Если рисунок ровный и в месте контакта с клапаном покрыто все седло, то клапан концентричен с седлом клапана.
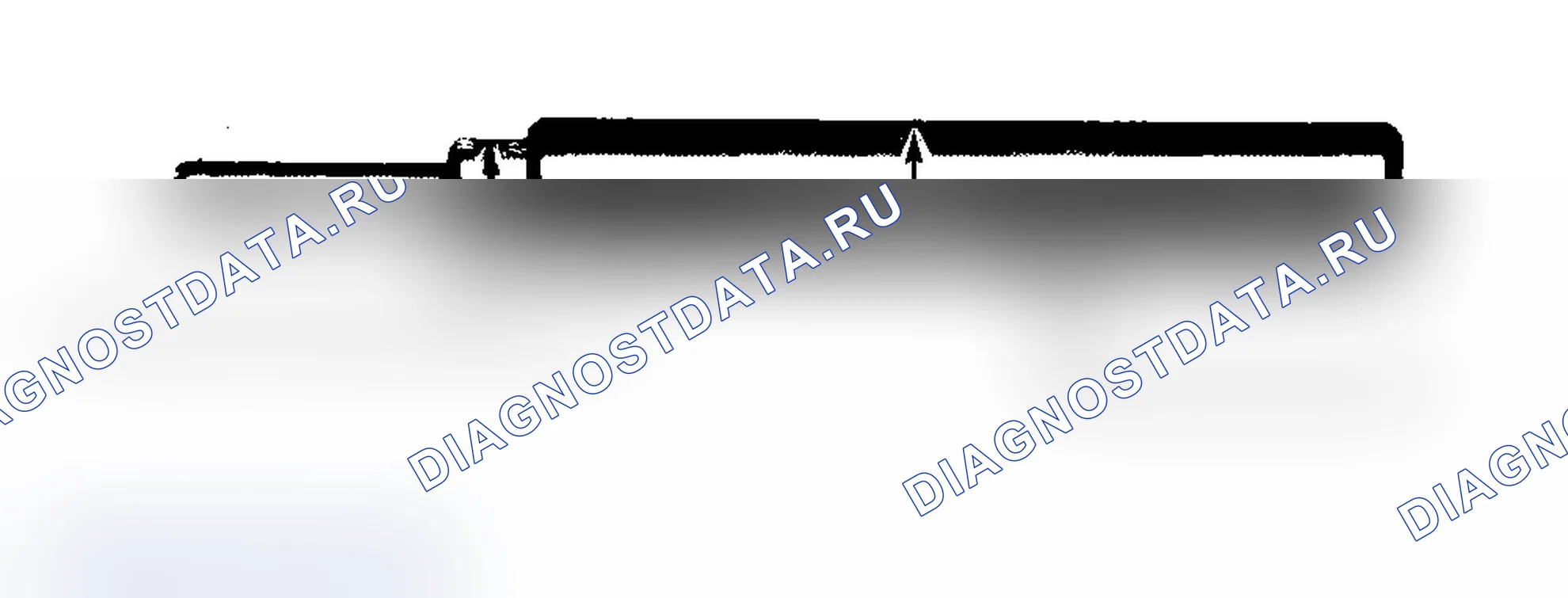
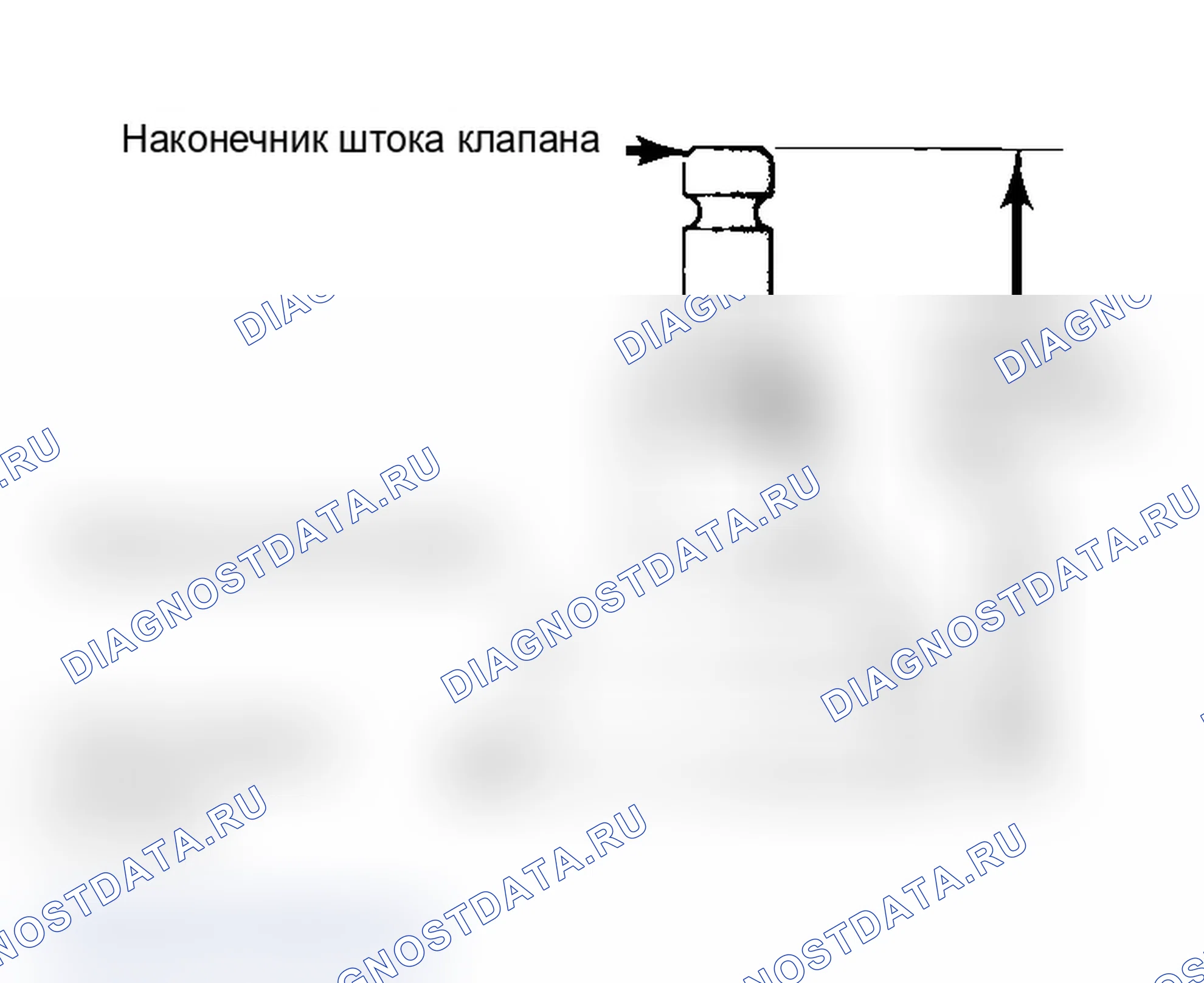
Высота установки штока клапана
Высота установки штока клапана должна проверяться при установке новых клапанов или при заточке клапанов или седел клапанов. Установите клапан в направляющую клапана. Измерьте расстояние от наконечника штока клапана до седла пружины. (Схема №20) Расстояние должно быть в пределах спецификации, чтобы обеспечить достаточный зазор для работы клапана.
Снять клапан и зачистить наконечник штока клапана, если высота превышает спецификацию. Наконечники клапанов поверхностно упрочнены. Снимать с наконечника более 0 010 "(0,25 мм) запрещается. Снять фаску с острой кромки наконечника доизмельченного клапана. Высота установки штока обратного клапана.
Высота установки штока измерительного клапана. Схема №20
Масляные уплотнения штока клапана
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
На штоке клапана должны быть установлены масляные уплотнения штока клапана. см. рис. 2 Уплотнения необходимы из-за перепада давления на концах направляющих клапана. Атмосферное давление над впускной направляющей в сочетании с разрежением коллектора под направляющей вызывает всасывание масла в цилиндр.
Выпускные направляющие также имеют перепад давления, создаваемый выхлопным газом, протекающим мимо направляющей, создавая область низкого давления. Эта область низкого давления втягивает масло в выхлопную систему.
Некоторые производители требуют, чтобы в специально отведенной зоне был установлен специальный цветовой код или масляное уплотнение штока клапана заданной высоты.
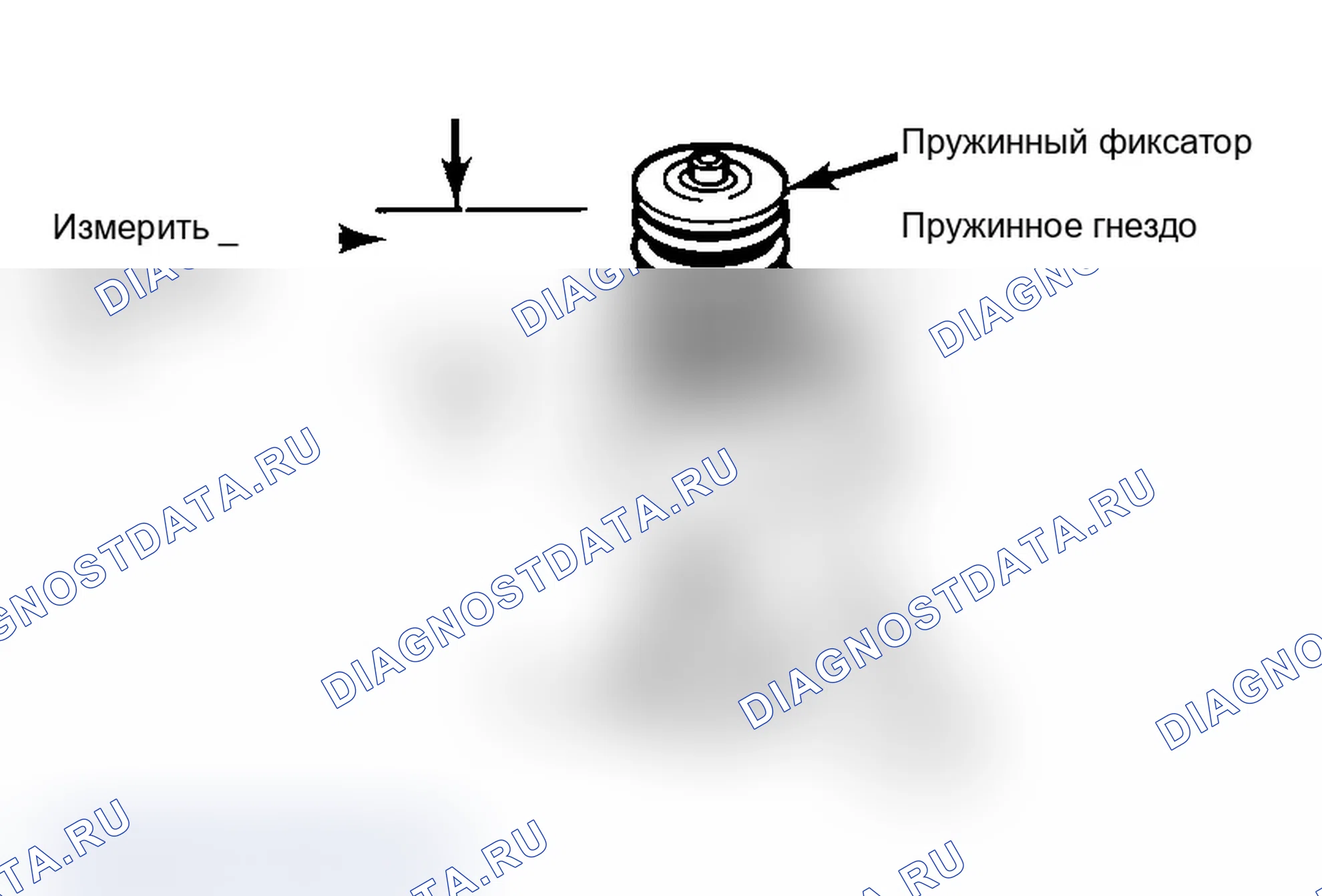
Высота установки пружины клапана
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Высота установки пружины клапана должна быть проверена при повторной сборке. Измерьте высоту от нижнего края пружины клапана до верхнего. НЕ включайте седло пружины клапана или фиксатор. Расстояние должно быть в пределах спецификации. Если клапаны и/или седла были отшлифованы, может потребоваться прокладка пружины клапана для корректировки высоты пружины. (Схема №21)
Высота установки пружины измерительного клапана. Схема №21
Качающиеся шпильки
Шпильки коромысла либо резьбовые, либо запрессованные на месте. Резьбовые шпильки снимают, законтрив 2 гайки на шпильке. Открутите шпильку, отвернув гайку с замятием. Покрыть новую резьбу шпильки Loctite и установить. Подтяните к спецификации.
Запрессованную шпильку можно снять с помощью съемника шпильки. Расточить отверстие под шпильку в соответствии с техническими требованиями и запрессовать новую шпильку увеличенного размера. Запрессованные шпильки часто заменяют нарезанием резьбы в отверстии шпильки для принятия резьбовой шпильки.
Коромысла и валы
Отметьте коромысла для расположения. Снимите болты крепления коромысла. Снимите коромысла. Осмотрите коромысла, валы, втулки и шкворневые шарики (если они оборудованы) на предмет чрезмерного износа. Осмотрите коромысла на предмет износа в зоне контакта штока клапана. Измерить внутренний диаметр втулки коромысла. При чрезмерном износе заменить втулки.
Точка контакта штока клапана коромысла может быть повторно отшлифована с использованием специального приспособления для шлифовальной машины клапана. Удалите минимальное количество материала, насколько это возможно. Убедитесь, что все масляные каналы свободны. Установите компоненты коромысла на прежнее место. Убедитесь, что коромысло правильно установлено в толкателе. Затянуть болты в соответствии со спецификацией. При необходимости отрегулируйте клапаны. См. РЕГУЛИРОВКА КЛАПАНА.
Толкатели
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Снимите коромысла. Отметьте штанги для размещения. Снимите толкатели. Толкатели могут быть стальными или алюминиевыми, сплошными или полыми. Полые толкатели должны быть очищены изнутри для обеспечения прохождения масла к коромыслам. Проверьте толкатели на наличие повреждений, таких как незакрепленные концы на стальных наконечниках алюминиевых типов.
Проверить штангу толкателя на прямолинейность. Катите толкатель по ровной поверхности. Проверьте щупом зазор по центру. Замените толкатель, если он погнут. Толкатель также может поддерживаться на каждом конце и вращаться. Для обнаружения области изгиба в толкателе используется циферблатный индикатор.
Смажьте концы толкателя и установите толкатель на прежнее место. Убедитесь, что толкатель правильно установлен в подъемнике. Установите коромысло. Затянуть болты в соответствии со спецификацией. При необходимости отрегулируйте клапаны. См. РЕГУЛИРОВКА КЛАПАНА.
Подъемники
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Гидравлические подъемники
Перед заменой гидравлического подъемника для шумной работы убедитесь, что шум не вызван изношенными коромыслами или наконечниками клапанов. Также убедитесь в наличии достаточного давления масла. Гидравлические подъемники должны быть установлены в исходном месте. Снимите коромысло в сборе и толкатель. Отметьте компоненты для размещения. Некоторые применения требуют снятия впускного коллектора, головки цилиндров или крышки подъемника. Снимите фиксирующую пластину подъемника (если используется). Для снятия подъемников используйте съемник гидравлического подъемника или магнит. Используются подъемники различного типа. (Схема №22)
На подъемниках для торкретирования разберите и очистите подъемник. НЕ смешивайте компоненты или позиции подъемника. Детали устанавливаются по выбору и не взаимозаменяемы. Проверьте все компоненты на предмет износа. Отмечают величину износа в зоне контакта корпуса подъемника с распределительным валом. Поверхность должна иметь гладкую и выпуклую контактную грань. Если износ очевиден, тщательно осмотрите кулачок.
Осмотрите контактную площадку толкателя и корпус подъемника на наличие задиров или следов износа. Если корпус забит, осмотрите отверстие подъемника на предмет повреждений и отсутствия смазки. На роликовых подъемниках осмотрите ролик на предмет отслаивания, точечной коррозии, потери игольчатых подшипников и шероховатости при вращении.
Измерить наружный диаметр корпуса подъемника в нескольких зонах. Измерить внутренний диаметр отверстия подъемника. Убедиться, что компоненты или масляный зазор соответствуют техническим требованиям. Некоторые модели предлагают подъемники увеличенного размера. В случае повреждения замените подъемник.
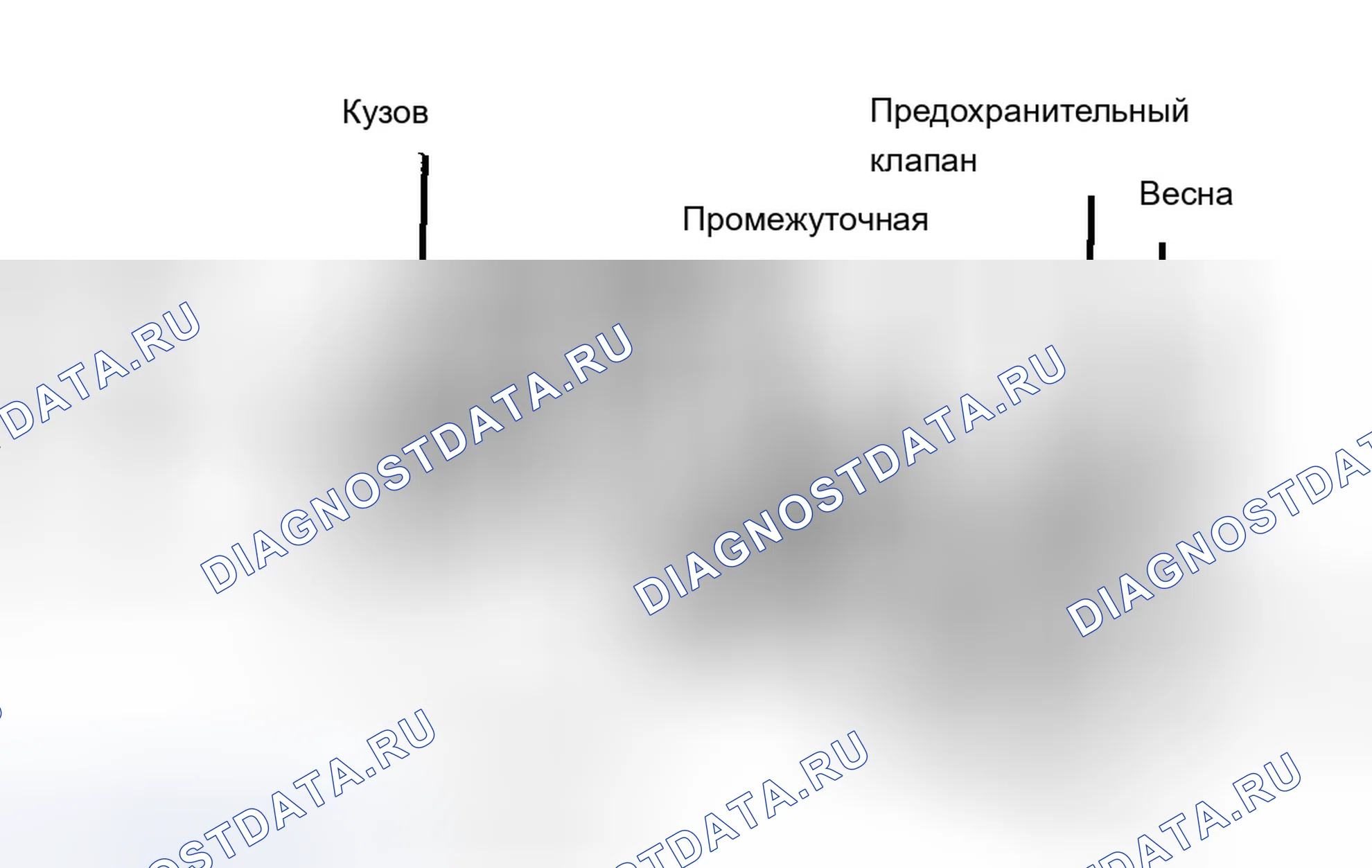
Если обратный клапан подъемника не работает, препятствия могут препятствовать его закрытию или пружина клапана может быть сломана. При необходимости очистите или замените компоненты.
Проверить работу плунжера. Плунжер должен опускаться на дно кузова под действием собственного веса при сборке насухо. Если плунжер несвободный, замочите подъемник в растворителе для растворения отложений.
Испытание подъемника на утечку может быть выполнено на подъемнике. Подъемник должен быть заполнен специальным испытательным маслом. Новые подъемники содержат специальное тестовое масло. Используя тестер утечки подъемника, выполните испытание на утечку, следуя инструкциям производителя. Если время утечки не соответствует спецификации, замените подъемник в сборе.
Подъемники следует замачивать в чистом моторном масле за несколько часов до установки. Основание подъемника покрытия, ролик (если оборудован) и корпус подъемника с достаточным количеством смазки Molykote или распределительного вала. (Схема №22) Установите подъемник на прежнее место. Установите остальные компоненты. На большинстве гидравлических подъемников регулировка люфта клапана не требуется. Поджатие гидроподъемника автоматическое. Некоторые модели могут потребовать корректировки.
ПримечаниеНекоторые производители требуют, чтобы в моторное масло был добавлен кондиционер картера и двигатель работал в течение определенного количества времени, чтобы помочь в процедуре взлома подъемника, если установлены новые подъемники или распределительный вал.
Типовые узлы подъемника гидравлического клапана. Схема №22

Механические подъемники
Узлы подъемника должны быть установлены в оригинальных местах. Снимите коромысло в сборе и толкатель. Отметьте компоненты для размещения. Некоторые применения требуют снятия впускного коллектора или крышки подъемника. Снимите фиксирующую пластину подъемника (если используется). Для снятия подъемников используйте съемник подъемника или магнит.
Осмотрите контактную площадку толкателя и корпус подъемника на наличие задиров или следов износа. Если корпус забит, осмотрите отверстие подъемника на предмет повреждений и отсутствия смазки. Отмечают величину износа в зоне контакта корпуса подъемника с распределительным валом. Поверхность должна иметь гладкую и выпуклую контактную грань. Если износ очевиден, тщательно осмотрите кулачок.
Основание подъемника покрытия, ролик (если оборудован) и корпус подъемника с достаточным количеством смазки Molykote или распределительного вала. Установите подъемник на прежнее место. Установите остальные компоненты. Затянуть болты в соответствии со спецификацией. Отрегулируйте клапаны. См. РЕГУЛИРОВКА КЛАПАНА.
Поршень и шатун
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Как очистить процедуру капитального ремонта двигателя - общего сведения: прочее
Удалите с поршня весь углерод и лак. Очистка поршней и шатунов может производиться в химическом баке холодного типа. С помощью очистителя кольцевых канавок очистите все отложения с кольцевых канавок. Убедитесь, что все отложения очищены от кольцевых канавок для предотвращения поломки или прилипания кольца. НЕ пытайтесь чистить поршни проволочной щеткой.
Посадка отверстия поршня и цилиндра
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Убедитесь, что цилиндр проверен на конусность, некруглость и правильно отточен до проверки посадки поршня и отверстия цилиндра. См. БЛОК ЦИЛИНДРОВ. Измерьте отверстие цилиндра с помощью циферблатного индикатора.
Измерить диаметр юбки поршня под углом 90 градусов к поршневому пальцу на заданном заводом-изготовителем участке. Вычитание диаметра поршня из диаметра отверстия цилиндра для определения зазора между поршнем и цилиндром. Зазор должен быть в пределах спецификации. Отметьте поршень для правильного расположения цилиндра.
Как проверить зазоры поршневых колец
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Поршневые кольца необходимо проверить на боковой зазор и торцевой зазор. Для проверки торцевого зазора установите поршневое кольцо в цилиндр, в который оно должно быть установлено. С помощью перевернутого поршня подтолкнуть кольцо ко дну цилиндра по наименьшему диаметру цилиндра.
Щупом проверьте зазор торца кольца. (Схема №23) Зазор между торцами поршневых колец должен соответствовать техническим требованиям. Разрыв кольца произойдет, если существует недостаточный кольцевой концевой зазор.
Некоторые производители допускают исправление недостаточного кольцевого торцевого зазора с помощью тонкого файла, в то время как другие производители рекомендуют использовать другой набор колец. Отметьте кольца для правильной установки цилиндра после проверки торцевого зазора.
Проверка торцевого зазора поршневого кольца. Схема №23
Для проверки бокового зазора установите кольца на поршень. Измерьте щупом зазор между поршневым кольцом и площадкой поршневого кольца. Проверьте боковой зазор в нескольких зонах вокруг поршня. Боковой зазор должен быть в пределах спецификации.
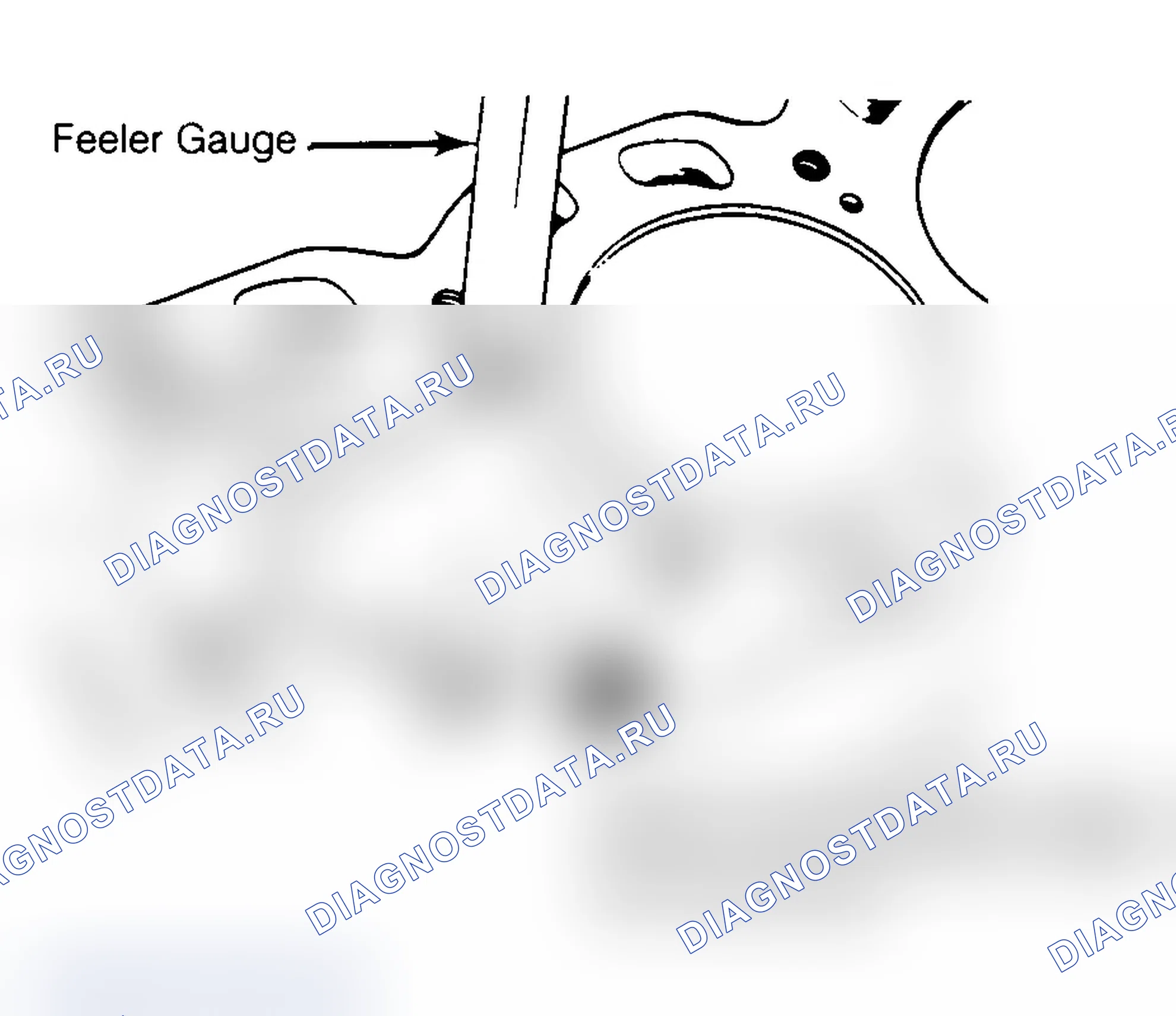
Боковой зазора шатуна
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Расположите шатун в сторону одной из сторон коленчатого вала, насколько это возможно. Измерьте щупом зазор между стороной шатуна и коленчатым валом. (Схема №24) Зазор должен соответствовать спецификации.
Проверьте неправильную установку подшипника, неправильную крышку подшипника или недостаточный зазор подшипника, если боковой зазор недостаточен. Для получения надлежащего зазора может потребоваться механическая обработка шатуна. Чрезмерный зазор обычно указывает на чрезмерный износ коленчатого вала. Коленчатый вал подлежит ремонту или замене.
Измерение бокового зазора шатуна. Схема №24

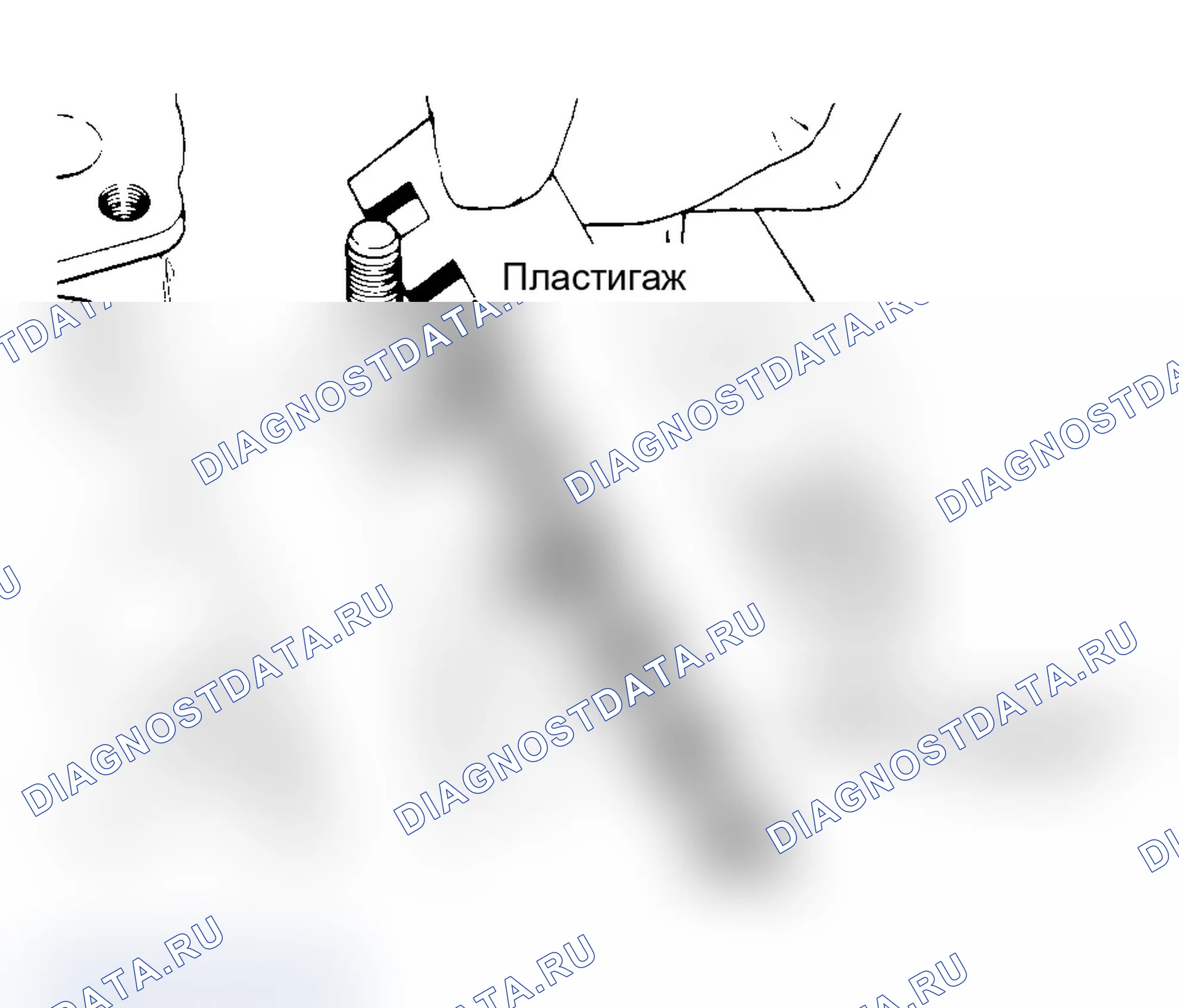
Зазор коренных и шатунных подшипников
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Метод пластигирования
Для определения зазора между подшипниками можно использовать пластигасный метод. Plastigage может использоваться с двигателем в эксплуатации или при повторной сборке. Пластигирующий материал является маслорастворимым.
Убедитесь, что цапфы и подшипники не содержат масла или растворителя. Масло или растворитель растворят материал и будут получены ложные показания. Установить небольшой кусок Plastigage по всей длине цапфы подшипника. Установите крышку подшипника на прежнее место. Затянуть болты в соответствии со спецификацией.
| Внимание | НЕ вращайте коленчатый вал, пока установлен Plastigage. Зазор подшипника не будет получен, если вращать коленчатый вал. |
|---|
Снимите крышку подшипника. Сравните ширину Plastigage со шкалой на контейнере Plastigage для определения зазора подшипника. (Схема №25) Повернуть коленчатый вал на 90 градусов. Повторите процедуру. Это делается для проверки эксцентриситета цапфы. Эту процедуру можно использовать для проверки масляного зазора как на шатунных, так и на коренных подшипниках.
Измерение зазора подшипника. Схема №25
Микрометр и телескопический метод измерения
Для определения диаметра шейки, конусности и некруглых размеров коленчатого вала используется микрометр. См. ОЧИСТКА И ПРОВЕРКА в разделе «КОЛЕНЧАТЫЙ ВАЛ И КОРЕННЫЕ ПОДШИПНИКИ» в данной статье.
Со снятым коленчатым валом установить подшипники и колпачки в оригинальном месте на блоке цилиндров. Затянуть болты в соответствии со спецификацией. На шатуны установить подшипники и колпачки на шатуны. Установите на соответствующий шток соответствующий колпачок шатуна. Убедитесь, что крышка подшипника установлена на прежнее место. Затянуть болты в соответствии со спецификацией.
С помощью телескопического калибра и микрометра или внутри микрометра измерьте внутренний диаметр отверстий шатуна и коренных подшипников. Вычесть диаметр шейки каждого коленчатого вала из соответствующего внутреннего диаметра отверстия подшипника. Это зазор подшипника.
Люфт конца коленчатого вала
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Метод индикатора циферблата
Люфт торца коленчатого вала можно проверить с помощью циферблатного индикатора. Смонтировать циферблатный индикатор на задней части блока цилиндров. Расположите наконечник циферблатного индикатора против задней части коленчатого вала. Убедитесь, что наконечник опирается на плоскую поверхность.
Коленчатый вал Pry сзади. Отрегулируйте циферблатный индикатор на ноль. Коленчатый вал Pry вперед и чтение заметок. Люфт конца коленчатого вала должен быть в пределах спецификации. Если люфт торца не соответствует спецификации, проверьте на предмет неисправной установки упорного подшипника или изношенного коленчатого вала. Некоторые применения предлагают упорные подшипники большего размера.
Метод щупа
Люфт конца коленчатого вала можно проверить с помощью щупа. Коленчатый вал Pry сзади. Коленчатый вал Pry вперед. Измерьте щупом зазор между коленчатым валом и поверхностью упорного подшипника. (Схема №26)
Проверка люфта конца коленчатого вала. Схема №26

Люфт конца коленчатого вала должен быть в пределах спецификации. Если люфт торца не соответствует спецификации, проверьте на предмет неисправной установки упорного подшипника или изношенного коленчатого вала. Некоторые применения предлагают упорные подшипники большего размера.
Блок цилиндров
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Как очистить блок
Горячей очистке баков должны подвергаться только литые блоки цилиндров. Алюминиевые блоки цилиндров следует очищать методом холодного бачка. Блок цилиндров очищают с целью удаления нагара, остатков прокладок и окалины водяной рубашки. Перед чисткой блока снимите заглушки масляных галерей, заморозьте заглушки и кулачковые подшипники.
Хонингование цилиндра
Цилиндр должен быть правильно отточен, чтобы новые поршневые кольца могли правильно садиться. Перекрестная штриховка под правильным углом и глубиной имеет решающее значение для смазки стенок цилиндров и поршней.
Обычно используется гибкий приводной хон и силовая дрель. Хон привода во время работы должен быть смазан. Смешайте равные части керосина и моторного масла SAE 20W для смазки.
Нанесите смазку на стенку цилиндра. Отточите цилиндр сверху вниз, используя ровные штрихи, чтобы получить 45-градусный рисунок штриховки на стенке цилиндра. Во время работы НЕ ДОПУСКАЙТЕ выхода хона цилиндра ниже цилиндра.
Перепроверить размер отверстия после окончательного хонингования. Промойте стенку цилиндра горячей мыльной водой для удаления абразивных частиц. Продуйте насухо сжатым воздухом. Зачищенные стенки цилиндров покрыть смазочным маслом.
Коробление палубы
Проверьте деку на наличие повреждений или коробления поверхности прокладки. Разместите прямую кромку по поверхности прокладки палубы. Измерьте щупом зазор по центру прямой. Измерить по ширине и длине блока цилиндров в нескольких точках.
Если коробление превышает спецификации, палуба должна быть заново облицована. Если коробление превышает максимальный допуск изготовителя на удаление материала, замените колодку.
ПримечаниеНекоторые производители рекомендуют, чтобы общее количество материала (головка цилиндров и блок цилиндров) могло быть удалено только до того, как компоненты должны быть заменены.
Высота палубы
Расстояние от оси коленчатого вала до деки блока называется высотой деки. Измерить и записать переднюю и заднюю коренные шейки коленчатого вала. Чтобы рассчитать это расстояние, установите коленчатый вал и удерживайте только с центральным основным подшипником и крышкой. Измерьте расстояние от шейки коленчатого вала до деки блока, параллельно оси цилиндра.
Добавьте половину диаметра шейки коренного подшипника к расстоянию от шейки коленчатого вала до деки блока. Этот размер следует проверять спереди и сзади блока цилиндров. Оба показания должны быть одинаковыми.
Если разница превышает спецификацию, блок цилиндров должен быть отремонтирован или заменен. Высоту палубы и коробление следует исправлять одновременно.
Подшипники распределительного вала
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Люфт кулачкового вала
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
С помощью циферблатного индикатора проверьте люфт торца распределительного вала. Положение циферблатного индикатора на передней части блока двигателя или головки цилиндров. Наконечник указателя положения против распределительного вала. Протолкните распределительный вал к задней части головки цилиндров или двигателя и отрегулируйте индикатор на ноль.
Передвиньте распределительный вал вперед и запишите показания. Люфт конца распределительного вала должен быть в пределах спецификации. Концевой люфт может регулироваться перемещением зубчатого колеса, регулировочной упорной пластиной или заменой упорной пластины в зависимости от каждого производителя.
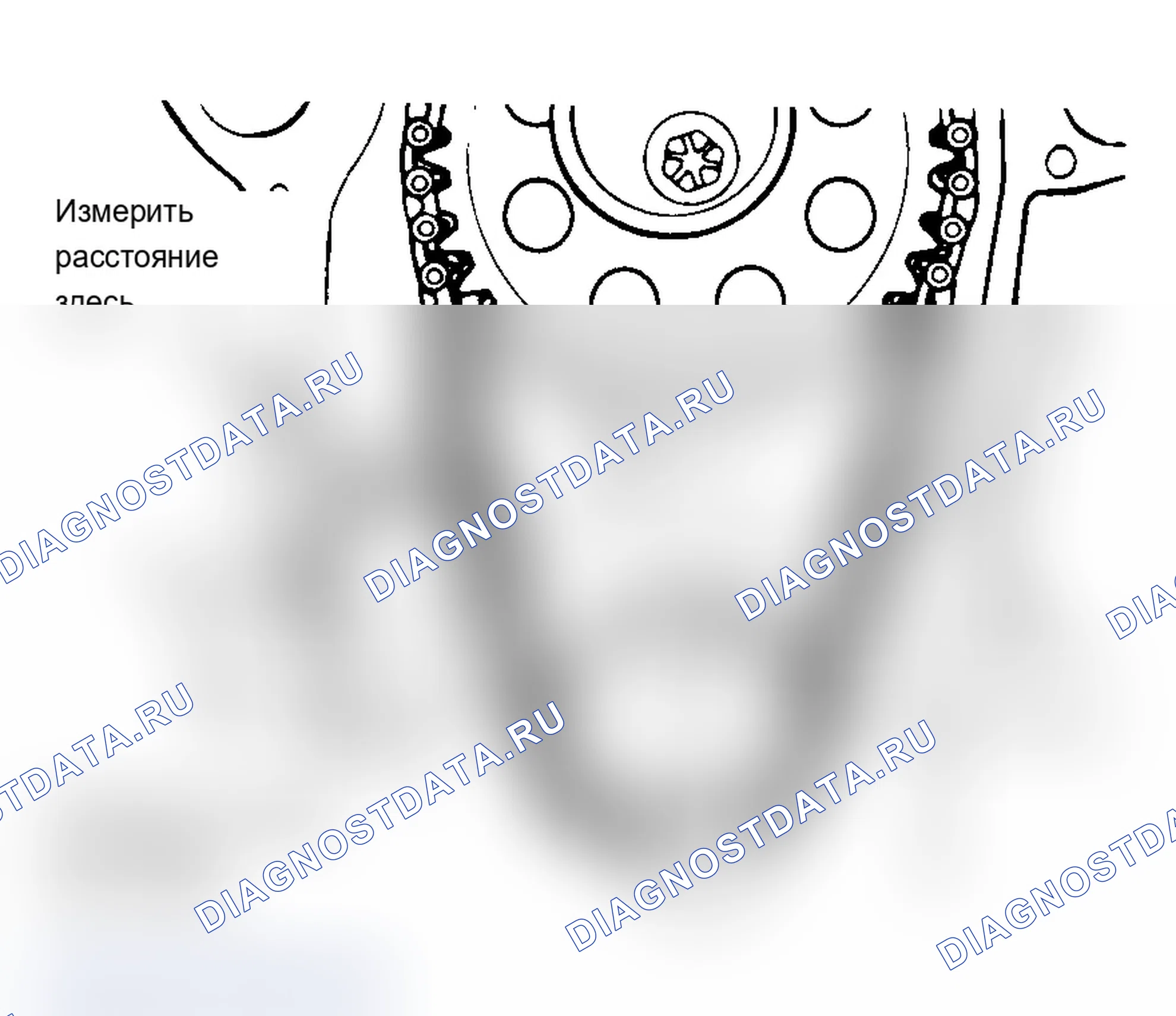
Цепи синхронизации
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Цепи ГРМ будут растягиваться в процессе эксплуатации. Ограничения накладываются на величину растяжки до того, как потребуется замена. Растяжение цепи ГРМ приведет к изменению момента зажигания и фаз газораспределения.
Для проверки растяжения цепи ГРМ проверните коленчатый вал, чтобы устранить слабину с одной стороны цепи ГРМ. Отметить контрольную точку на блоке цилиндров. Проворачивание коленчатого вала в противоположном направлении для устранения слабины с оставшейся стороны цепи газораспределения. Вытолкнуть другую сторону цепи наружу и измерить расстояние между реперной точкой и цепью ГРМ. (Схема №27) Заменить цепь газораспределения и зубчатые колеса, если они не соответствуют техническим требованиям.
Измерение растяжения цепи синхронизации. Схема №27
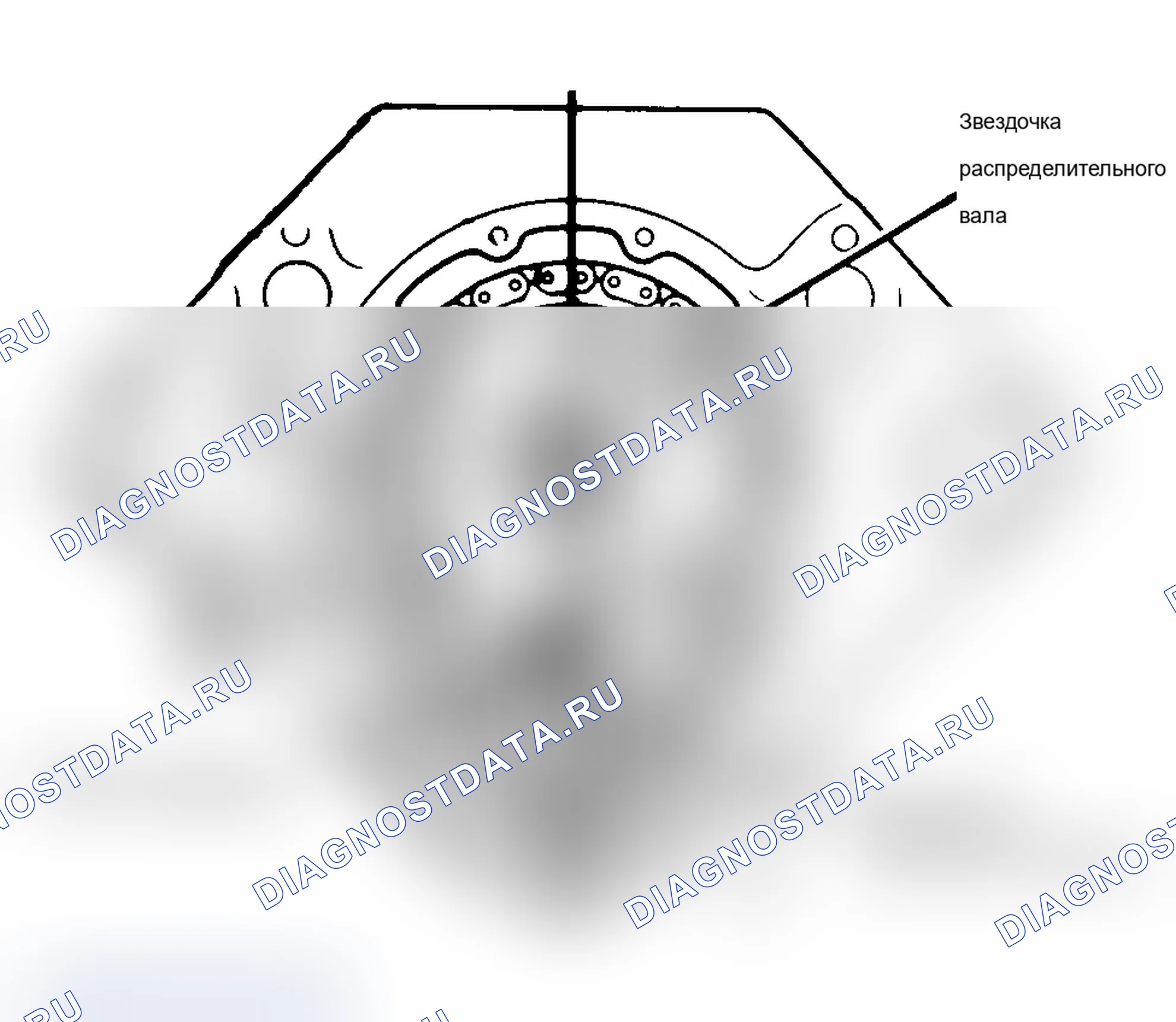
Цепи газораспределения должны быть установлены таким образом, чтобы метки газораспределения на шестерне распределительного вала и шестерне коленчатого вала были совмещены в соответствии с заводом-изготовителем. (Схема №28)
Типичное выравнивание меток синхронизации зубчатых колес. Схема №28
Зубчатые ремни
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Зубчатые зубчатые зубчатые ремни обычно используются на подвесных кулачковых двигателях. Осмотрите зубья ремня на наличие скругленных углов или трещин. Замените ремень, если он треснул, поврежден, отсутствуют зубы или пропитан маслом.
Использованный ремень ГРМ должен быть установлен в оригинальном направлении вращения. Осмотрите все зубья звездочки на предмет износа. Замените все изношенные звездочки. Звездочки маркируются в целях синхронизации. Двигатель расположен так, что метка звездочки коленчатого вала будет вверх. Звездочку распределительного вала совмещают с реперной меткой на крышке головки цилиндров или ремня ГРМ и затем можно устанавливать ремень ГРМ. (Схема №29)
Типичная центровка звёздочек ремня распределительного вала. Схема №29

Люфт и биение механизма газораспределения
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
На двигателях, где шестерня распределительного вала работает непосредственно на шестерню коленчатого вала, необходимо проверить люфт шестерни и биение. Для проверки люфта установите циферблатный индикатор с наконечником, опирающимся на зуб шестерни распределительного вала. Вращайте шестерню распределительного вала, насколько это возможно. Установите индикатор на ноль. Поверните шестерню распределительного вала в противоположном направлении, насколько это возможно, и запишите показания.
Для определения биения шестерни газораспределения установите циферблатный индикатор с наконечником, опирающимся на торцевую кромку шестерни распределительного вала. Установите индикатор на ноль. Вращение шестерни распределительного вала на 360 градусов и чтение заметок. Если люфт или биение превышают технические характеристики, замените распределительный вал и/или шестерню коленчатого вала.
Уплотнение канатного типа
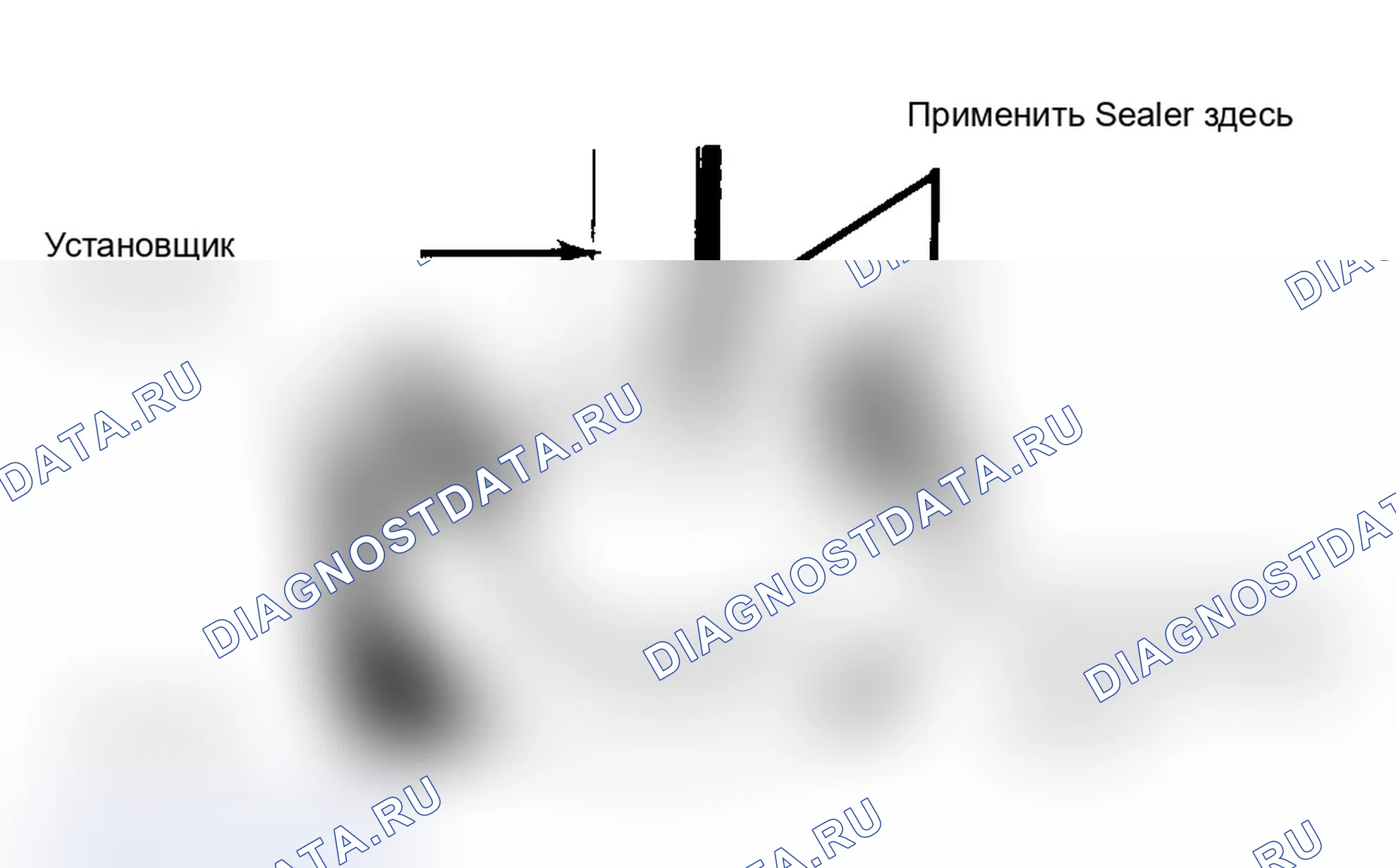
Для установки заднего главного масляного уплотнения канатного типа слегка прижмите уплотнение к зоне сиденья. Используя установщик уплотнения, полностью посадочное уплотнение в крышке подшипника или блоке цилиндров.
Уплотнение отделки заканчивается даже с поверхностью разъема блока цилиндров. В некоторых случаях перед установкой необходимо нанести герметик на крышку основного подшипника. (Схема №30)
Установка типичного канатного уплотнения. Схема №30
Разъемное резиновое уплотнение
При установке задних основных масляных уплотнений разъемного резинового типа следуйте инструкциям производителя. Процедуры установки различаются в зависимости от производителя и типа двигателя. (Схема №31)
Установка типичного разъемного резинового уплотнения. Схема №31

Тип ротора
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
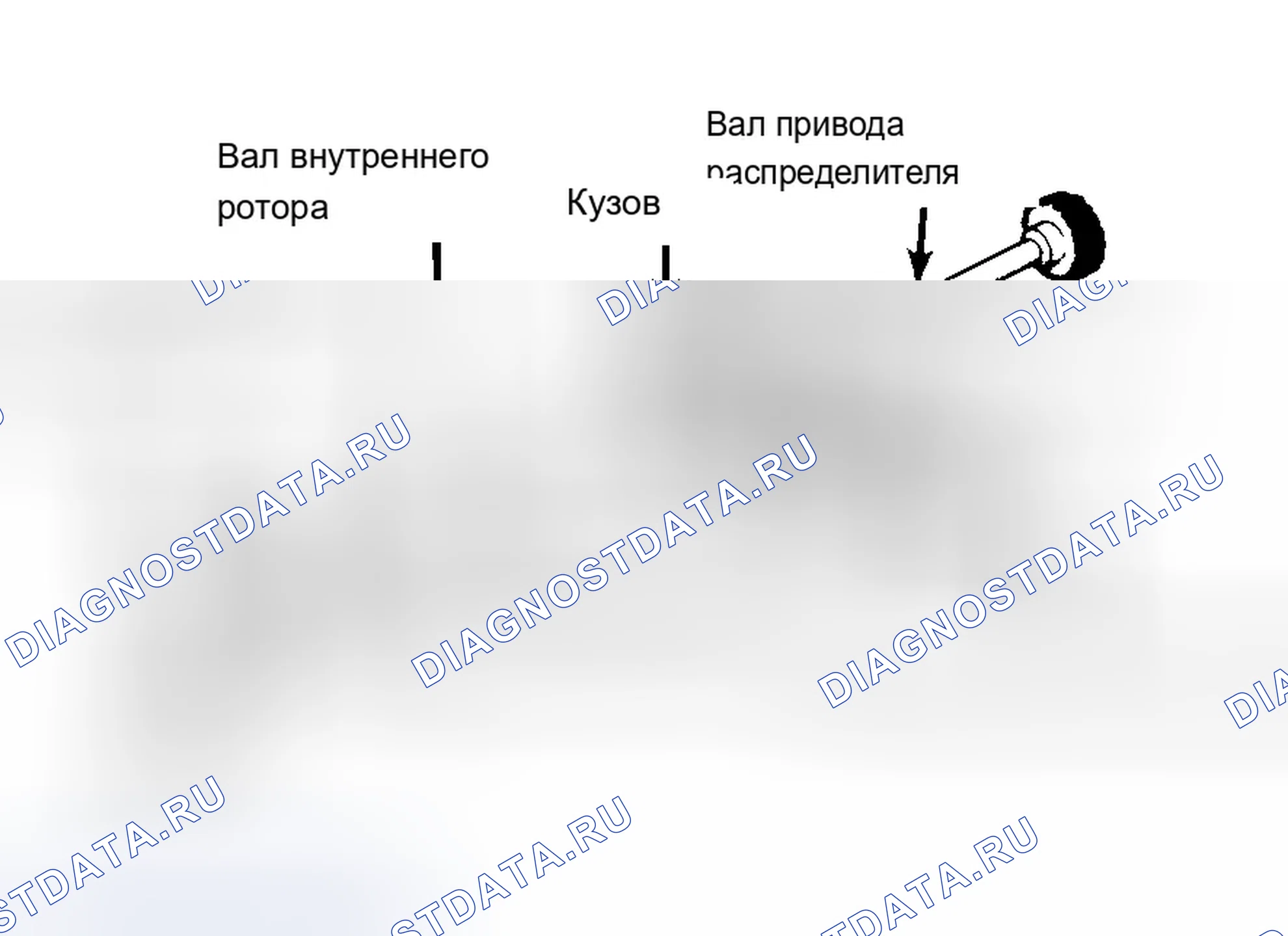
Перед снятием отметьте места установки ротора масляного насоса. (Схема №32) Снять внешний ротор и измерить толщину и диаметр. Измерить толщину внутреннего ротора. Осмотрите вал на предмет задиров или износа. Осмотрите роторы на наличие точечной коррозии или повреждений. Осмотрите крышку на предмет наличия канавок или износа. Замените изношенные или поврежденные компоненты.
Измерить наружный зазор между ротором и корпусом. Замените насос в сборе, если зазор превышает спецификацию. Измерить зазор между роторами. (Схема №33) Замените вал и оба ротора, если зазор превышает требования.
Установите роторы в корпус насоса. Установите прямую кромку поперек корпуса насоса. Измерьте щупом зазор между роторами и прямой кромкой. Износ крышки насоса измеряют с помощью правильной линейки и щупа. Замените насос, если зазор превышает технические характеристики.
Типовой тип роторного масляного насоса. Схема №32
Измерение зазора ротора. Схема №33
Тип редуктора
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
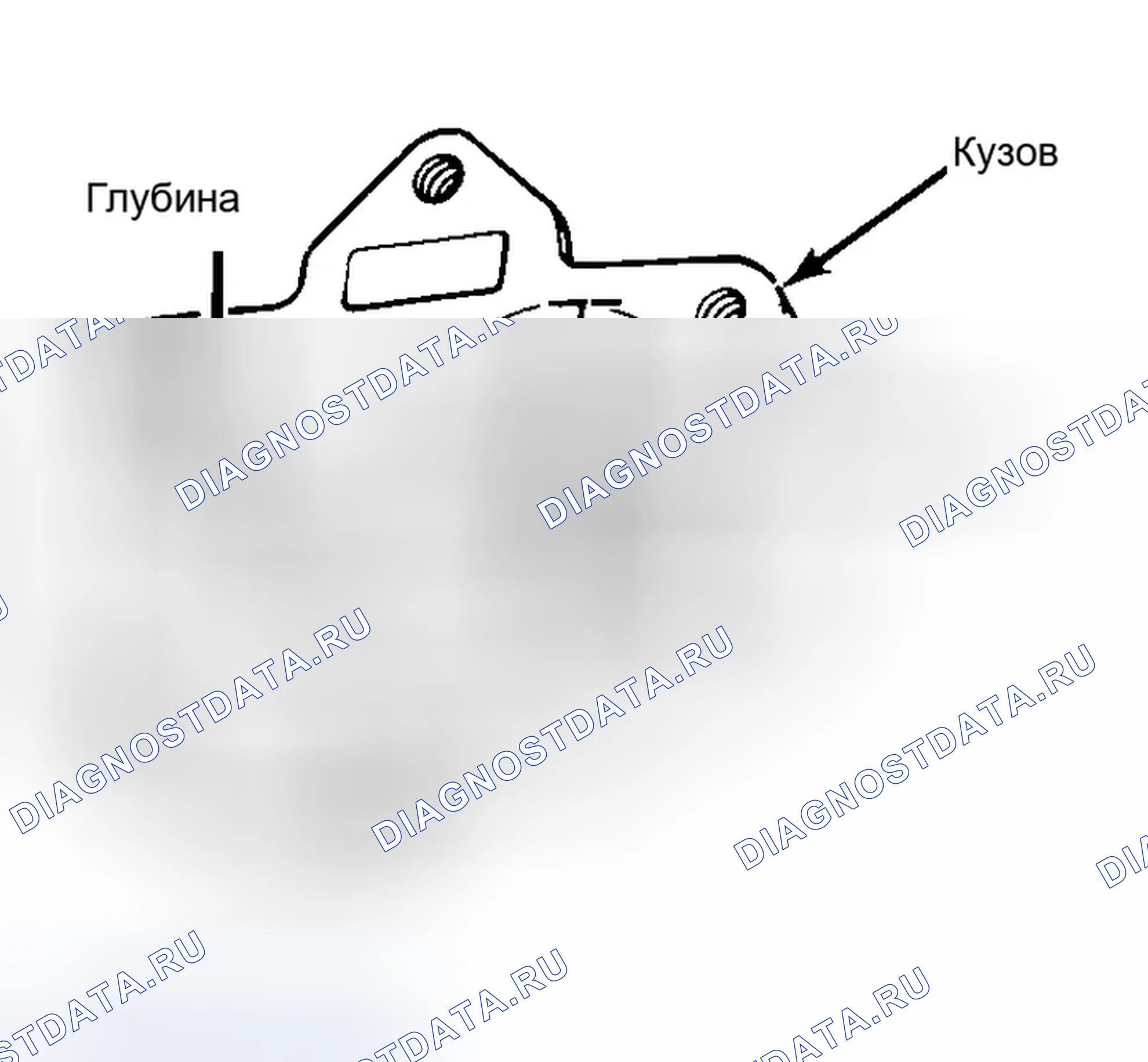
Перед снятием отметьте расположение шестерен масляного насоса. (Схема №34) Снимите шестерни с корпуса насоса. Проверить зубчатые колеса на наличие точечной коррозии или повреждений. Осмотрите крышку на предмет наличия канавок или износа. Измерить диаметр и длину шестерни. Измерить глубину и диаметр полости корпуса зубчатой передачи. (Схема №35) Замените изношенные или поврежденные компоненты.
Износ крышки насоса измеряют с помощью правильной линейки и щупа. Замените насос или компоненты, если коробление или износ превышает технические характеристики, или если ответная поверхность крышки насоса поцарапана или обработана канавками.
Типовой масляный насос шестеренчатого типа. Схема №34
Измерение полости редуктора масляного насоса. Схема №35
Предварительное смазывание двигателя маслом
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Предмасляный двигатель перед работой для предотвращения повреждения двигателя. Если полости масляного насоса не заполнены моторным маслом или вазелином, в них будет образовываться полость, слегка загрязненная нефтью.
Предварительное смазывание двигателя маслом может быть выполнено с использованием масла под давлением (при наличии). Подсоедините нагнетающую масленку к маслопроводу блока цилиндров, такому как блок передачи давления масла. Работайте масленку под давлением достаточно долго, чтобы убедиться, что правильное количество масла заполнило картер. Проверить уровень масла во время предварительной смазки.
При отсутствии нагнетающего масленка отсоедините систему зажигания. Снимите блок отправки давления масла и замените на контрольный манометр давления масла. Используя двигатель стартера, вращайте стартер двигателя до тех пор, пока манометр не покажет нормальное давление масла в течение нескольких секунд. НЕ проворачивайте двигатель более 30 секунд во избежание повреждения электродвигателя стартера. Убедитесь, что давление масла достигло наиболее удаленной точки от масляного насоса.
Начальный пуск
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Запустите двигатель и работайте на малых оборотах, проверяя при этом наличие утечек охлаждающей жидкости, топлива и масла. Остановите двигатель. Перепроверить уровень охлаждающей жидкости и масла. При необходимости отрегулируйте.
Распределительный вал
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Процедура обкатки требуется, когда установлен новый или повторно закругленный распредвал. Работайте и поддерживайте обороты двигателя в пределах 1500-2500 об/мин в течение примерно 30 минут. Процедура может отличаться в зависимости от рекомендаций производителя.
Поршневые кольца
ПримечаниеПримеры, используемые в данной статье, носят общий характер и не обязательно относятся к конкретному двигателю или системе. Иллюстрации и процедуры были выбраны для руководства механиком в процессе капитального ремонта двигателя. Включены описания процессов очистки, осмотра, сборки и машинной цеховой практики. Для получения полной информации о процедурах капитального ремонта и технических характеристиках ремонтируемого транспортного средства всегда обращайтесь к соответствующей статье о капитальном ремонте двигателя, если таковая имеется, в разделе ДВИГАТЕЛИ.
Поршневые кольца требуют процедуры обкатки для обеспечения посадки колец на стенки цилиндра. При несоблюдении правильных процедур может произойти серьезное повреждение колец.
В процессе обкатки получаются чрезвычайно высокие температуры поршневых колец. Если кольца подвергаются воздействию чрезмерно высоких оборотов в минуту или высоких давлений в цилиндре, может произойти повреждение кольца. Следуйте процедуре взлома, рекомендованной производителем поршневого кольца.